
Steel ‘debate’ guest column: The future for steel in the automotive industry
By onAssociations | Education | Market Trends | Technology
Editor’s note: With a great deal of interest among repairers and automakers about the future of auto body materials as cars get lighter and stronger, we today are hosting a “debate” between the steel and aluminum industries.
Guest columnists from the Aluminum Association and Steel Market Development Institute were each asked to answer the question: “Why X (aluminum or steel) is the auto body lightweighting solution for the 2025 model year, and what parts in particular should be made from it?”
Our goal is to give repairers a sense of what could be coming under the competitors’ visions so body shop owners and technicians can begin to ponder what training and equipment they might need in the next 5-10 years.
Here is “steel’s argument,” presented with minimal editing by Repairer Driven News.
By David Anderson
![]()
When consumers think of their future vehicle, they expect it to be affordable, safe and fuel-efficient. They imagine faster, stronger and lighter cars. However, people do not see the race of automotive materials to fulfill carmakers’ needs to produce the ultimate lightweight technologies. Since the 1930s, steel has been the material of choice for body and chassis applications in the automotive industry. However, just like any other material, steel has had to develop and advance through the years in order to remain a competitor. The automotive industry considers three major factors when determining the best way to embrace lightweighting: materials; process; and design. With these factors in mind, advanced high-strength steel (AHSS) remains a leading choice for lightweighting and durability in the vehicle structure.
In order to meet the 2025 fuel efficiency and safety requirements, the steel industry has developed a portfolio of AHSS and manufacturing process technologies. All indications show OEMs are embracing AHSS and high-strength steels (HSS). In fact, the Steel Market Development Institute’s (SMDI) Great Designs in Steel (GDIS) 2015 seminar displayed evidence of these advanced technologies applied by manufacturers, featuring recent models exhibiting HSS and AHSS at more than 50 percent of vehicle weight. Clearly, this shows the benefits of using AHSS for weight reduction are great.
Benefits of steel
While there are many benefits of using AHSS to help automotive OEMs safely meet fuel efficiency requirements with improved performance, the most evident advantages are weight reduction, sustainability, value and repairability. Combining AHSS with new manufacturing processes enables engineers to apply thinner steels to produce lighter-weight parts, while maintaining or improving strength and crash performance.
When considering a vehicle’s life cycle — manufacturing, use and end-of life recycling — AHSS is the most sustainable automotive material. The manufacturing of steel has lower energy use and CO2 emissions per ton than competing materials, and while other materials may result in a slightly lighter-weight design, overall they increase the total carbon footprint of a vehicle. In addition, AHSS is 100 percent recyclable and there are more than 80 million tons of steel per year to reuse and create new steel products. Because of its physical properties, one steel product can be recycled into another without loss of quality, contributing to the material’s high-recycling rate and value.
In addition to its environmental benefits, AHSS offers the highest value to automakers. This is a result of its processing flexibility and without cost penalties associated with alternative materials, such as infrastructure and extra hardware needed in the factory. Not to mention, manufacturers already have the tools and technology to design steel. This contrasts with expensive new machinery and tooling needed for processing alternative materials.
Similarly the repair community has worked with steel for many years and have the infrastructure in place to continue to work with these new steels. While additional repair technologies, tools and training will be required with new AHSS, the repair shops have the ability to make these changes with minimal cost, making it a preferred choice. While the investment to work with alternate materials is excessive, working with steel is not.
As such, AHSS offers automotive manufacturers the ability to provide consumers high value with lightweight and sustainable vehicles, while also meeting 2025 requirements.
Lightweighting projects with steel
SMDI has completed multiple studies highlighting benefits of steel lightweighting. The FutureSteelVehicle (FSV) program, a collaboration project between SMDI and WorldAutoSteel completed in 2011, focused on developing optimized AHSS body structures for four proposed 2015 to 2020 model-year vehicles. The goal was to show maximum weight reduction occurs with the combination of advanced steel materials and an efficient load-path design. Using 97 percent HSS and AHSS in the body structure design, the results showed 29 percent body structure mass savings at no manufacturing cost penalty. Figure 1 shows an efficient load-path design to accomplish maximum weight reduction with the right combination of advanced materials.
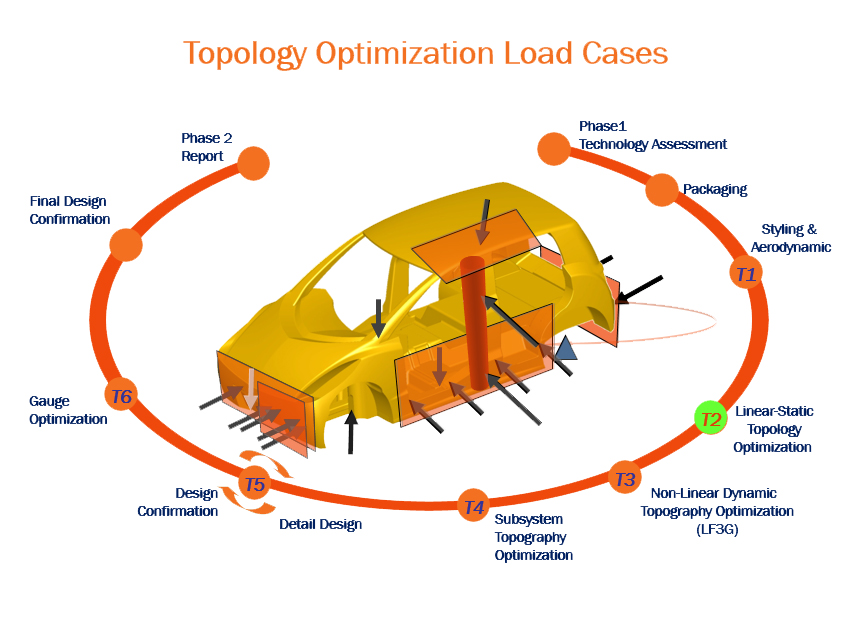
The FSV program exhibits the advancement of steel, as the program introduced 19 new steel grades commercially available today. The FSV lightweighting project is an example of steel’s continual evolution and shows the high value of using steel while increasing fuel efficiency and safety.
Another project completed demonstrating the benefit of steel lightweighting is the front lower control arm (FCLA) study. Conducted by the Auto/Steel Partnership – a consortium of SMDI’s member companies, FCA US LLC, Ford Motor Company and General Motors Company – the purpose of this project was to create a lightweight FLCA using steel rather than the aluminum baseline while maintaining the same packaging space, mass and performance. The AHSS design met the weight of the benchmark aluminum FLCA at a 34 percent lower manufacturing cost while releasing less greenhouse gas emissions when considering its life cycle emissions. This study helps confirm the value and sustainability of steel and this design has been adopted and is on the road in commercial vehicles.
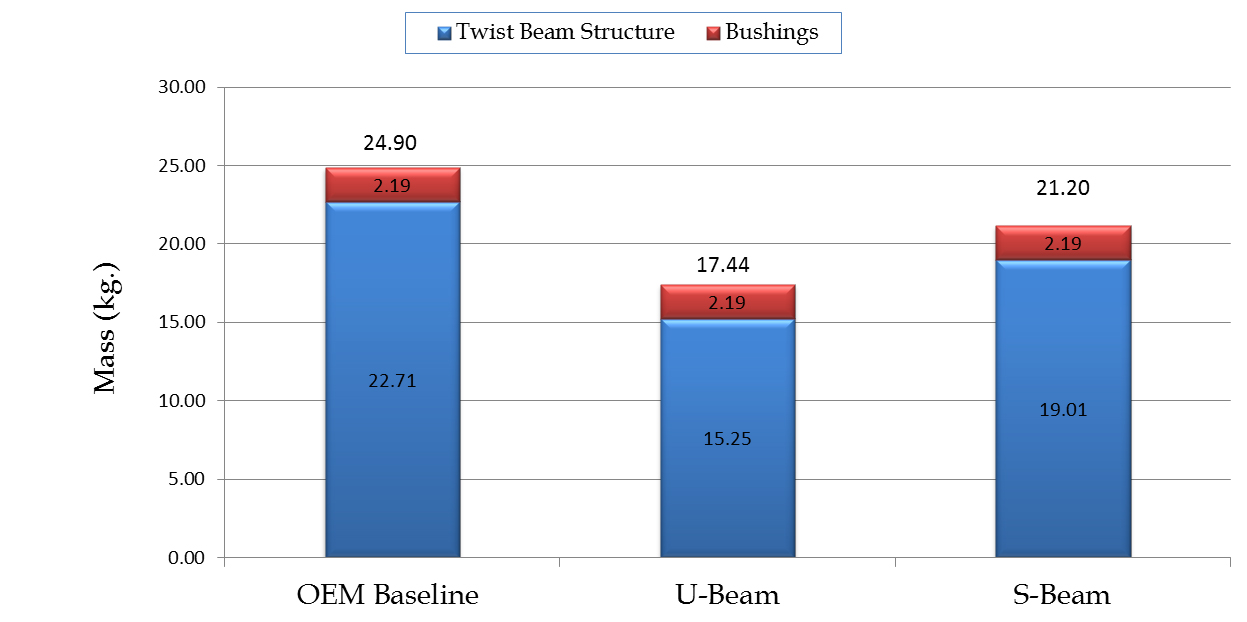
SMDI’s steel twist beam study also proved how AHSS technologies enable weight savings in the vehicle’s suspension. As seen in Figure 2, the U-Beam design achieved a 30 percent mass reduction relative to the baseline assembly with lower manufacturing cost compared to designs using alternative materials.
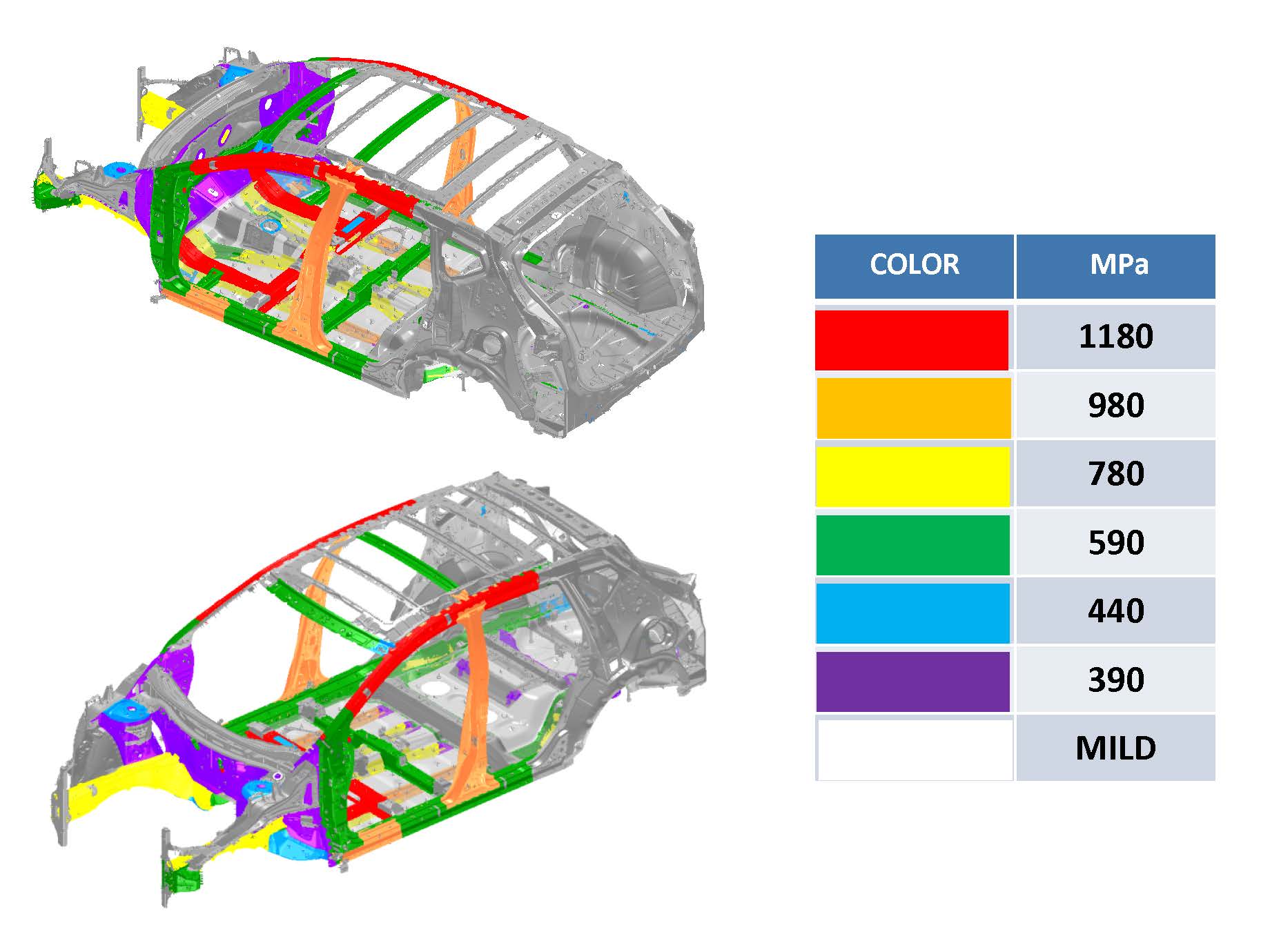
A number of vehicles on the road today show effective placement of AHSS technologies. The 2015 Nissan Murano, shown in Figure 3, used the first production application of 1180 MPa AHSS resulting in panel thickness reduction. In turn, Nissan reduced the vehicle’s mass by 146 pounds, which is 6 percent body-in-white weight savings from the previous Murano model. Another example of AHSS applications is in the Acura TLX one-piece hot-stamped door ring. Alongside improving crash energy management and improved door fit and finish, Acura achieved a weight savings of about 9 pounds due to the elimination of weld flange overlaps. The 2015 Ford Edge uses more advanced high-strength steel for a solid body structure and better platform for suspension. The vehicle features DP1000 tubes running from the base of the A-pillar to the C-pillar. The D-pillar incorporates hydroformed tubes to improve body-in-white stiffness.
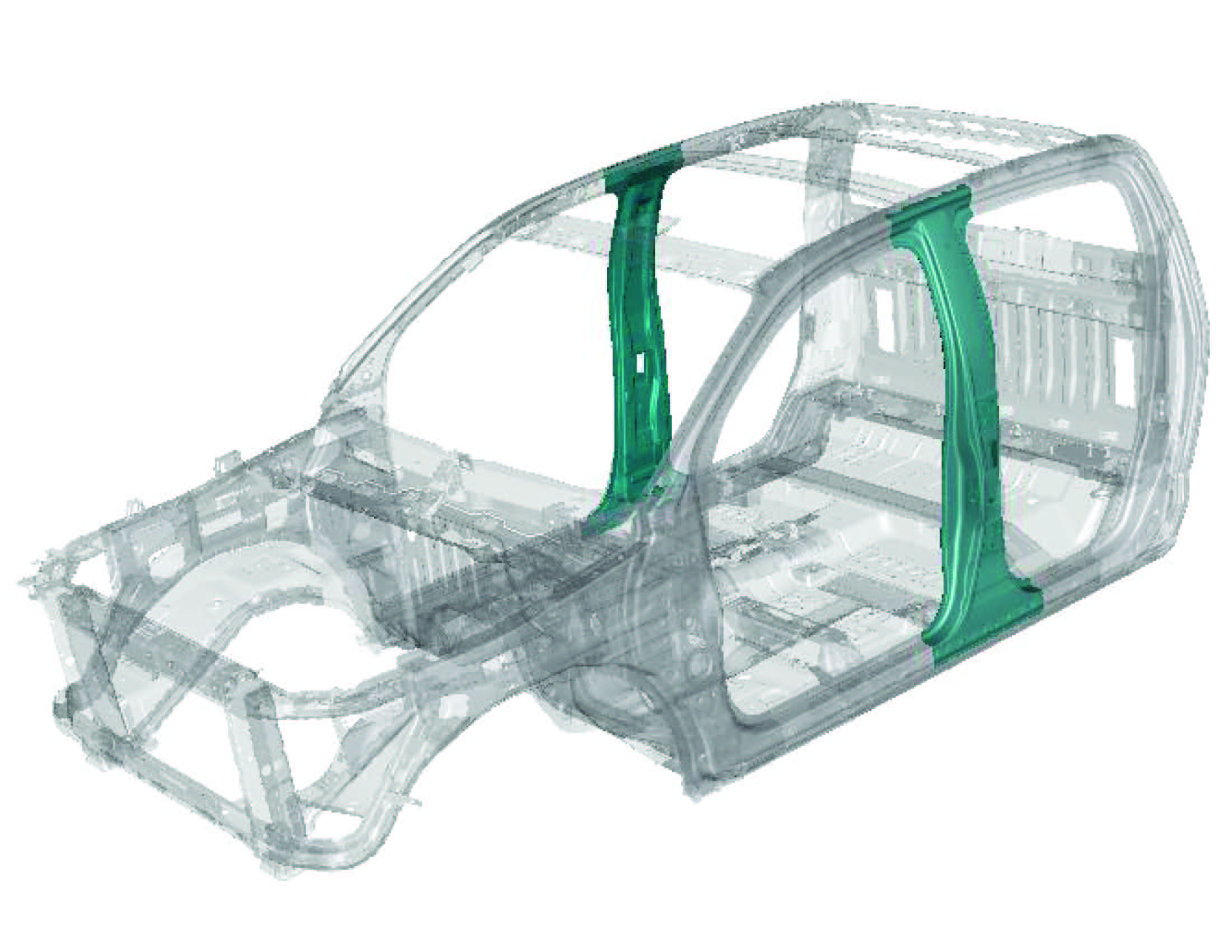
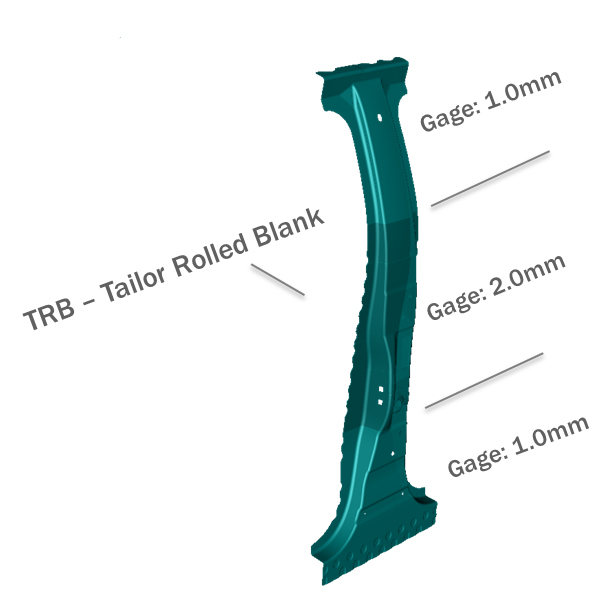
Another important application of lightweighting with steel is in the 2015 Chevrolet Colorado and GMC Canyon. The vehicle uses more than 70 percent HSS and AHSS in the body structure, shedding weight from the midsize truck, making it the most fuel efficient in its segment. General Motors also used hot-stamped variable thickness rolled blanks for the center pillar outer reinforcement as seen in Figure 4. Variable thickness rolled blanks reduce thickness of pillars resulting in mass reduction. Applications such as the variable thickness rolled blanks in the Colorado increase stiffness in the body resulting in a quieter ride and better handling.
Repairability of AHSS
The introduction of AHSS to light vehicle body-structure applications poses a challenge to the automotive repair community. Nontraditional thermal cycles are typically needed to produce AHSS grades, yielding specific microstructures, which may be altered by exposure to elevated temperatures. Consequently, repair welding or flame straightening could affect the structural performance of AHSS components after repair. The Auto/Steel Partnership addresses the needs of the repair community in their ongoing AHSS Repairability study. Currently, Phase I and Phase II are complete and Phase III of the study is underway. The AHSS Repairability study will provide standardized safe and resilient repair procedures for AHSS use in vehicles.
Phase I examined a 600 MPa tensile strength (TS) dual phase (DP) steel and a 1300 MPa TS martensitic steel after exposure to typical repair arc welding and flame straightening temperature cycles. The objectives of this phase were to develop a method for describing the mechanical behavior of AHSS upon exposure to typical repair procedures and to develop recommendations for heat application. As a result of the study, OEMs published repair guidelines for the Phase I AHSS grades in the form of automotive OEM repair matrices.
Phase II studied 780 MPa TS dual phase and 600 and 780 MPa TS transformation induced plasticity (TRIP) steels after typical repair exposure. Phase II also addressed the effect of the metal inert gas repair welding on the mechanical properties of DP and TRIP steels to validate welding as a means to repair crash damage. Like Phase I, OEMs also published Phase II developments of repair guidelines in the form of automotive OEM repair matrices.
Starting in 2015, Phase III of this project will build upon prior work by testing, evaluating and recommending repair procedures for materials with tensile strengths between 780 MPa and 1800 MPa. The goal is to keep expanding the existing automotive OEM repair matrices to include higher-strength AHSS in use today or likely to be in use by 2025.
Future of steel
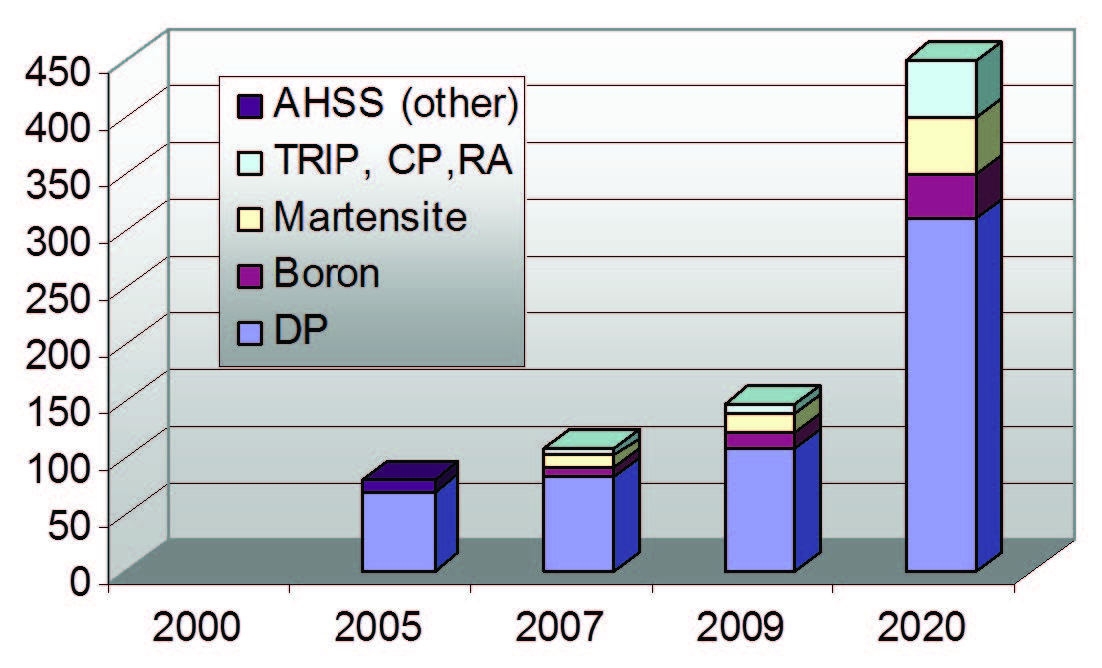
Steel’s future is strong. In fact, the steel industry solves the lightweighting challenge and enables OEMs to achieve their CAFE targets without having to incur the cost penalties associated with alternative materials. In the last 10 years, automakers have rapidly adopted the use of AHSS. Ducker Worldwide characterized it as the fastest growing lightweighting material in vehicles as shown in Figure 5. The global UltraLight Steel Auto Body (ULSAB) and ULSAB-AVC projects, a series of engineering studies completed in 2002, and the FSV study show the rapid growth of AHSS and demonstrate the potential for continued or future lightweighting with AHSS.
Most recently, when comparing 2013 to 2010 use of steels in vehicles, AHSS increased by 15.7 pounds, while mild steel decreased by an average of 110.3 pounds per vehicle, according to Ducker Worldwide. The use of HSS increased in vehicles by 63.2 pounds and UHSS increased by 16.1 pounds per vehicle. These statistics prove steel continues to be essential for body lightweighting.
In order to help OEMs meet future fuel economy standards, the steel industry continues to research and advance its products to remain the preferred material in automotive applications. One area of continued innovation is third-generation steels. The goal is to bridge the gap between conventional AHSS and the austenitic-based steels. In simpler terms, these steels will provide higher strength and formability choices, increasing the value of steel as a weight reduction solution.
The Auto/Steel Partnership, in collaboration with the United States Automotive Materials Partnership LLC, and the U.S. Department of Energy is in its third year of a 4-year project. This project demonstrates the applicability of Integrated Computational Materials Engineering (ICME) for the development and deployment of third-generation AHSS (3GAHSS) for immediate weight reduction in passenger vehicles. The ICME model will predict final properties of manufactured components of a vehicle system, thus enabling the design of lightweight automotive components using 3GAHSS.
The industry continually works to find improvements in the processing methods for AHSS with the development of unique, high-tech approaches to manufacturing parts from new steel grades. The examination of stamping and tooling operations, as well as joining strategies and models for formability, enable the easy transition of new grades to existing stamping, joining and assembly processes.
As research and development continue, the family of AHSS grows and evolves. This means much more opportunity for lightweighting with steel.
The steel industry is thinking ahead. The portfolio of AHSS and manufacturing process technologies prove as time is advancing, so is steel. Lightweighting using steel will help improve vehicle safety, fuel efficiency, affordability, durability and quality — all necessary for a successful 2025 vehicle. The new steel technologies and solutions to lightweighting ensure steel will be the winner of this automotive materials race.
David Anderson is senior director, automotive and Long Products Program of the Steel Market Development Institute (SMDI).
Featured image: Rolls of steel are shown. (Dmitriy Rukhmalev/iStock/Thinkstock)