
Q&A: As vehicles, crash tests continue to develop, NSF, CAPA describe standards
By onEducation | Market Trends | Repair Operations | Technology
The last time the industry took a hard look at aftermarket part safety, it was 2010.
Since then:
- The IIHS has instituted the small-overlap crash test (2012), and OEMs still are having trouble passing it.
- OEMs have increasingly turned to aluminum and higher-strength steels for light, strong vehicles, stuck more sensors and cameras over more vehicles and even given some vehicles crash detection and prevention capabilities.
- The NHTSA added new crash testing for 2011 and later models and has mandated (2014) rear-view backup cameras by 2018.
So there’s been quite a few advances in automotive technology and crash testing since that 2010 date. (Actually, aftermarket advocates still cite research from 2000 — 16 years ago — to justify the parts, even though the General Accounting Office said a year later it didn’t settle the issue.)
Given all those developments, we asked CAPA and NSF in 2015 for details about how they test and manage the certified aftermarket parts preferred by insurers.
Having spent large chunks of the year covering advances in lightweighting, we were particularly curious about:
- How the two certifying entities could evaluate an aftermarket copy’s ability to match the original in weight — theoretically, “pre-crash condition” should mean comparable gas mileage — and strength as steels and aluminums evolve.
- How well their crash testing stacked up to the battery OEM parts face from the IIHS (“moderate overlap front, small overlap front, side, roof strength and head restraints & seats”) and the NHTSA (“frontal,” “side barrier,” “side pole,” and “rollover resistance”), involving crashes at between 20-40 mph (IIHS) and 20-38.5 mph (NHTSA).
Here’s our Q&A with both, with minor edits. We cut one question in which the entities were asked to compare themselves to the other, as NSF told us it didn’t want to speak for CAPA.
Take a look at the answers and at the IIHS and NHTSA testing, and see what you think.
Q. Can you elaborate further in general on the kind of testing aftermarket parts undergo?
NSF
Dave Parzen, NSF International Automotive Certification senior technical project manager: First as background, NSF international’s Automotive Collision Replacement Parts Certification Program was launched in 2010 to help repairers and consumers identify high quality parts.
At that time, there were no certification programs available for bumper components so NSF International worked with collision repair shops, manufacturers, part users, test laboratories, among others to develop a protocol on bumper components in addition to exterior lighting, sheet metal, plastic components, etc.
NSF International’s Program is an open program available to all parts manufacturers that are able to meet the program’s rigid quality and product requirements.
NSF compares collision replacement parts to their OEM service counterpart to ensure that aftermarket parts are equivalent to the OEM parts in form, fit and function. Testing includes:
- Dimensional testing: All parts are compared to the OE service parts for dimensional conformance based on size, weight and hole placement.
- Vehicle test fit: Vehicle test fits is required for exterior parts. These parts are fitted on vehicles to ensure they fit the first time reducing time spent on repairs.
- Material testing: Material tests are performed on all parts and compared to OE service parts based on yield strength, tensile strength, material strength/thickness, corrosion, UV testing and coating adhesion.
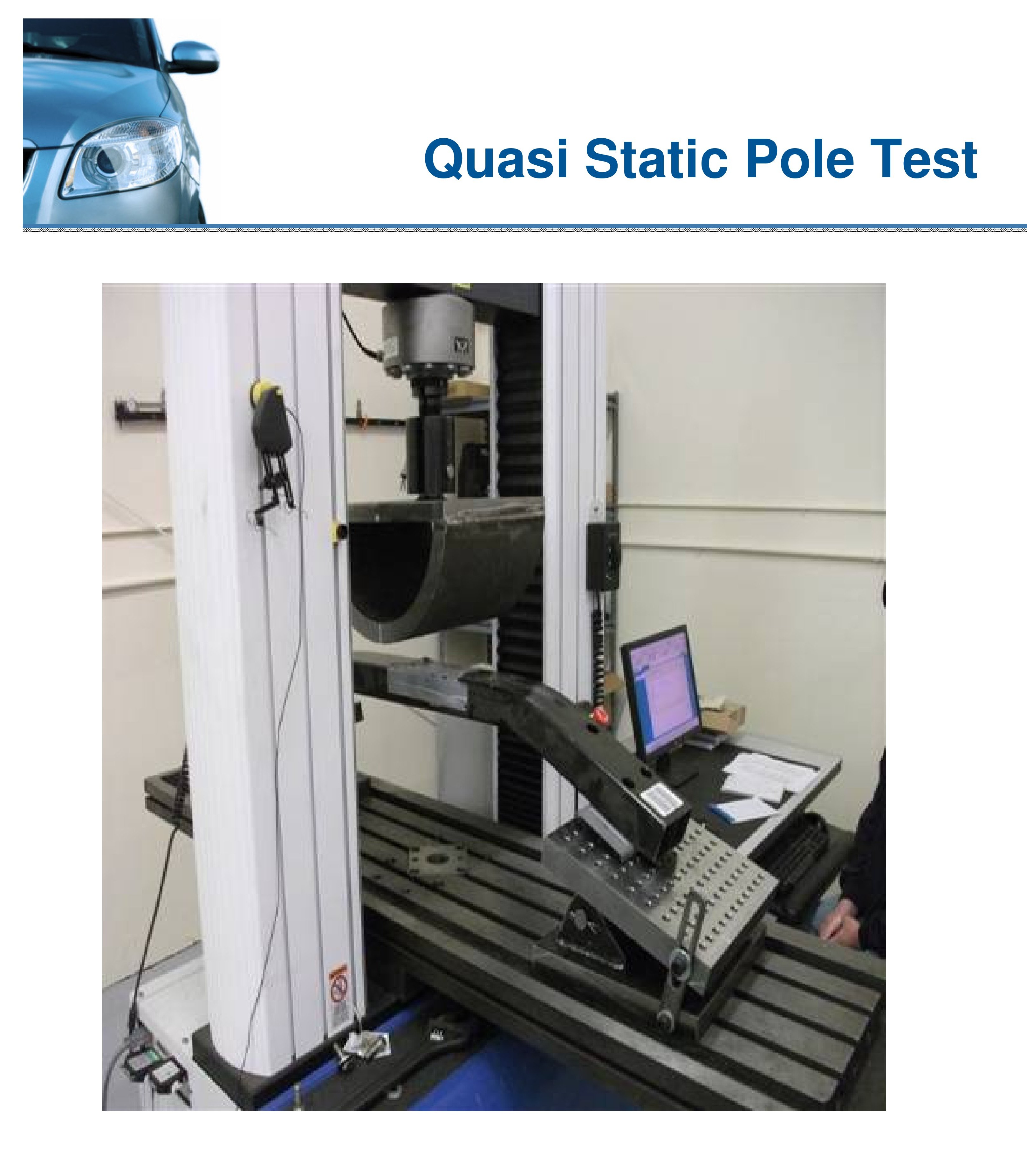
- Performance testing: Bumpers, reinforcement bars, and some exterior metal components have an additional requirement for a dynamic functional test. Quasi static pole test determines the peak force a part can carry when mounted at the part’s mounting points. Lamps are tested for illumination per FMVSS 108.
In addition to this testing, NSF also reviews collision replacement parts manufacturers’ processes.
If a facility is approved and a part passes all form, fit and performance tests, the part is listed on NSF’s website (see automotive section) and receives the NSF International mark. Marking on parts is required for traceability, which is critical for any part that has potential safety and/or liability implications. The NSF mark ensures that the part is fully traceable from the point of final inspection back to the raw materials from which the part is made. NSF certified parts are marked with two-part tamper-proof marks, ensuring full traceability and assures that a part is NSF certified. NSF International certified collision parts come with a limited lifetime warranty.
The process does not stop with certification. Certification is just the beginning. Manufacturers are audited four times a year. In addition, NSF International certified parts are purchased from the U.S. distribution system and tested at NSF International’s laboratories on an ongoing basis.
CAPA
Deborah Klouser, CAPA director of operations: The foundation of CAPA’s standards is demonstrated comparability to the OEM service counterparts. If the materials and construction techniques used to produce a CAPA-candidate part can be demonstrated to be comparable to those of the OEM service part, then the CAPA-candidate part will perform in a comparable manner to the OEM service part. CAPA has four main components to the certification process:
- Manufacturer Approval: The process that a potential manufacturer must complete prior to submitting parts. It includes an audit of the factory by CAPA’s 3rd party Validator, Intertek to find out if the manufacturer has a system that meets CAPA’s requirements, and confirm that system is followed. If approval is granted, a participant may produce and submit parts for certification.
 Parts Certification: This includes material testing, Vehicle Test Fit, (VTF), fixture approval and Dimensional Inspection. For lighting parts, photometric testing is a CAPA certification requirement. While CAPA certification is based on demonstrated comparability to the OEM service counterpart, a lighting part must also meet the requirements identified in Federal Motor Vehicle Safety Standard (FMVSS) 108. Bumper Parts must undergo full part stress testing or crash testing. Only after each part fully meets CAPA’s comprehensive testing requirements will CAPA authorize certification of the part. Once approved, each CAPA Certified part comes with a uniquely-numbered, two-part, traceable, tamper-proof seal. If a CAPA seal is not on the part, it’s not CAPA Certified.
Parts Certification: This includes material testing, Vehicle Test Fit, (VTF), fixture approval and Dimensional Inspection. For lighting parts, photometric testing is a CAPA certification requirement. While CAPA certification is based on demonstrated comparability to the OEM service counterpart, a lighting part must also meet the requirements identified in Federal Motor Vehicle Safety Standard (FMVSS) 108. Bumper Parts must undergo full part stress testing or crash testing. Only after each part fully meets CAPA’s comprehensive testing requirements will CAPA authorize certification of the part. Once approved, each CAPA Certified part comes with a uniquely-numbered, two-part, traceable, tamper-proof seal. If a CAPA seal is not on the part, it’s not CAPA Certified.- In-Factory Inspection: Once a part is certified, CAPA inspectors visit the manufacturers’ factories to confirm that they are complying with CAPA requirements.
- Marketplace Surveillance: This includes the CAPA Complaint Program and Marketplace Monitoring.

Q. Does the program contain any way of tracking the part so recalls can be communicated to customers?
NSF
Alton Lee, NSF Automotive Certification business unit manager: The traceability requirements of NSF certification assures the end user that parts can be readily identified through required markings and traced back to the parts manufacturer. NSF International Certified parts can be identified by the NSF International certification mark, which appears on the part and packaging. NSF International certified parts are required to be marked with both the production lot number and manufacturer’s name/logo.
For all NSF International certified parts, NSF has the part number manufacturer information and lot number as well as maintains testing and audit information, QC records, calibration records, test reports, and material info sheets. Additionally, part traceability is verified during on-site audits.
CAPA
Deborah Klouser: Yes, Over 10 years ago, the CAPA TRACKER was developed in response to collision repairer concerns about tracing problem parts. In the event of a part recall, the CAPA TRACKER can quickly notify every participating shop that installed one of the parts in question. The shop can then alert their customer and take any necessary action. This program was designed specifically for repairers who expressed concern that should a problem surface with a CAPA Certified part, it would be difficult for them to determine if they actually installed that part on a particular customer’s car.
The CAPA TRACKER, launched in 2004, effectively solves this dilemma for anyone from the industry concerned about safety. What is particularly remarkable about this program is that it provides repairers with far more control over the part identification process than they have with car company brand parts. Unlike the car companies, who have to recall millions of vehicles because they don’t know where their parts are, the CAPA TRACKER enables specific part tracing. The CAPA program is far more effective because of CAPA’s unique, individually numbered, part identification system incorporated in the CAPA Quality Seal, which enables positive identification of parts in the market.
With the CAPA TRACKER, shops will only be notified if they, in fact, actually used one of the parts. No general, wide-ranging vehicle inspection is necessary and only those consumers who have the part need to be contacted.
Q. How often do parts fail the certification testing? (Ballpark overall percentage is fine, though any color you can provide on how different parts types compare would be great.)
NSF
Alton Lee: This is a difficult question to answer. Aftermarket manufacturers know the certification requirements before they submit parts for certification. Additionally, we charge manufacturers per submission regardless if the part passes or fails certification. Manufacturers strive to make sure their parts meets the program requirements before submitting them. Therefore, we rarely see the parts that don’t meet program requirements unless the manufacturer makes a mistake in the submission.
CAPA
Deborah Klouser: CAPA sample parts must pass all testing requirements before they can be considered CAPA-certified and the CAPA seal may be applied. However, approximately 26% of part numbers that undergo the VTF B fail on the first attempt. These parts do not become CAPA certified until the manufacturer corrects the problems identified at the VTF B. These parts are likely still being sold in the market as non-CAPA certified.
Q. How often do the manufacturers have to recertify the same part? (For example, I get a high-strength steel bumper certified in 2013. Does anyone know if I’m still shipping ones worth certification in 2015?)
NSF
Alton Lee: NSF International takes a process approach to certification and accordingly certifies production processes rather than production lots. When a certification is issued, it is issued for a specific part number produced on a specific line at a specific factory. Process control data, key performance indicators, and quality specifications are a few of the process related documents required for certification.
Once a part is certified, we continue to monitor that part through three methods:
- Random in‐market part testing verifies that NSF certified parts meet and continue to meet certification requirements. During this, parts are retested to verify compliance with program requirements.
- Quarterly onsite audits of the manufacturer facilities verify that control plan and quality requirements regarding part production are being followed.
- Return rate monitoring through distributors.
CAPA
Deborah Klouser: CAPA approved manufacturers are obligated to continue to meet CAPA’s certification requirements, as well as monitor OEM changes. The CAPA program does not require manufacturers to “recertify the same part.”
CAPA continuously monitors certified parts through its regular in-factory inspections; marketplace monitoring including random material testing or vehicle test fits; and the CAPA complaint program. If any non-conformances to the CAPA standards are identified, they must be corrected before any subsequent CAPA-certified production lots are run. Non-conforming parts or part lots are decertified and removed from the program. Information providers and distributors are notified of these changes on a weekly basis to insure that these parts will not appear on estimates.
Q. What crash tests do you guys perform compared to the IIHS and NHTSA?
NSF
Alton Lee: Performing a crash test on every certified part would be cost prohibitive, instead NSF International has performed crash tests on vehicles to determine the impact of part quality on crash test performance. In doing so, NSF International has been able to determine some of the key properties of parts that change crash performance.
For example, a recent test we performed used both high density and low density absorbers on the same vehicle. Adjusting the density of the absorber had a significant impact on the crash test performance. Even in a low 10 MPH, crash test made a difference between requiring hood replacement, and not.
CAPA
Deborah Klouser: CAPA’s certification requirements do not include a full vehicle crash test, which you may have been referring to as a “crash tests” in the same sense that the National Highway Traffic Safety Administration (NHTSA) created the 5-Star Safety Ratings Program for new vehicles, and IIHS issues their “Top Safety Picks” for vehicle crashworthiness. We do however run crash tests on bumpers parts for the CAPA 501 Bumper standard which may be a low speed dynamic crash test or a quasi-static pole test. Our 501 standard was developed with crash testing done at IIHS.

Q. How are steels and aluminum tested to make sure they match the OEM alloys, particularly as high-strength steels get tougher and tougher? Do you guys have some sort of way of making sure what should be, say, 1,300-megapascal steel like the new Ford Edge bumper isn’t really 250 MPa mild steel?
NSF
Alton Lee: Our protocols are built around certifying that the aftermarket part is equivalent to the OE service part in form, fit, and function. On first glance, it may seem the simple solution is to require an equivalent steel grade. However, steel grade is not internationally standardized, and production materials and outputs vary around the world. Therefore, for steel parts, we conduct OEM and aftermarket comparison through a battery of testing rather than grade comparison. We certify that the aftermarket is identical to the OES part in thickness, weight, tensile strength, hardness, weld strength, and crash test performance using a special crashworthiness performance test. If the steel part passes all these tests, it is functionally equivalent.
For aluminum, the metallurgical properties of aluminum and its alloys are highly dependent on chemical composition. Therefore, we use ASTM E1251-11 “Standard Test Method for Analysis of Aluminum and Aluminum Alloys by Spark Atomic Emission Spectrometry” to determine its chemical composition. We then use this information to determine its grade and require that both the OEM and aftermarket part are the same grade of aluminum.
CAPA
Deborah Klouser: CAPA certification has chemical comparability requirements. The car company brand part and the CAPA Sample Part are analyzed using Optical Emission Spectroscopy (OES) or comparable spectroscopy to determine the comparability of materials.
Q. Do you have any way of measuring ancillary effects of multiple aftermarket parts replaced at a time?
For example, if I use multiple certified aftermarket company X’s collision parts – such as an aftermarket bumper beam and bumper brackets– to rebuild the front of my wife’s 2012 Honda Civic after a crash, will the airbags blow at the proper time and the car still crumple in the right way? What if I’m mixing and matching aftermarket companies’ parts?
(I know you can’t speak for every possible combination of aftermarket companies and their parts, but I was curious if you did any sort of random testing to get any idea into that sort of thing.)
NSF
Alton Lee: The collision parts of a car are a system and behave as a system during a crash. The parts were designed as a system, and extensively crash tested together on a vehicle by the original designers of the car. Accordingly when repairing a vehicle, it is important to stay true to the original system design to maintain the system behavior for things like airbags. This is done by using OE service parts or NSF certified parts that are equivalent to the OE service parts. Using inferior part parts in any part of the system is likely to impact crash performance. For example, using a certified rebar and a low-quality uncertified low-density absorber may make your airbag trigger sooner. Ultimately using an uncertified absorber may have compromised the integrity of the system.
As long as all the parts are repaired using parts equivalent to the original design, they should not affect the crash performance.
NSF International did crash testing on Toyota Corollas at various speeds using OE service and NSF certified parts to show they perform equivalently in crash testing. However to my knowledge, we have not performed any testing on vehicles with multiple components in combination.
CAPA
Deborah Klouser: CAPA certification is based on the comparability of the CAPA sample part to the corresponding car company brand part. If multiple CAPA certified aftermarket parts are used at the same time to repair a single vehicle, then then it is inferred that they will perform in a comparable manner to the corresponding car company brand parts, regardless of combination or who produced the parts.
Images:
CAPA dynamic testing under the 501 Bumper Standard tests bumpers with 5 mph crashes. (Provided by CAPA)
An example of the CAPA seal is shown. (Provided by CAPA)
An example of a quasi static pole test is shown in this Collision Industry Conference slide portion. The image is from NSF International, but a similar test is carried out by CAPA as part of its 501 Bumper Standard. (Provided by NSF via Collision Industry Conference)