Honda explains why staple 70 ksi welding wire won’t work for higher-strength steels
By onEducation | Repair Operations | Technology
Besides warning collision repairers of unproven welding wire knockoffs, Honda on Thursday explained why auto body shops needed to weld higher-strength steels with equally strong wire.
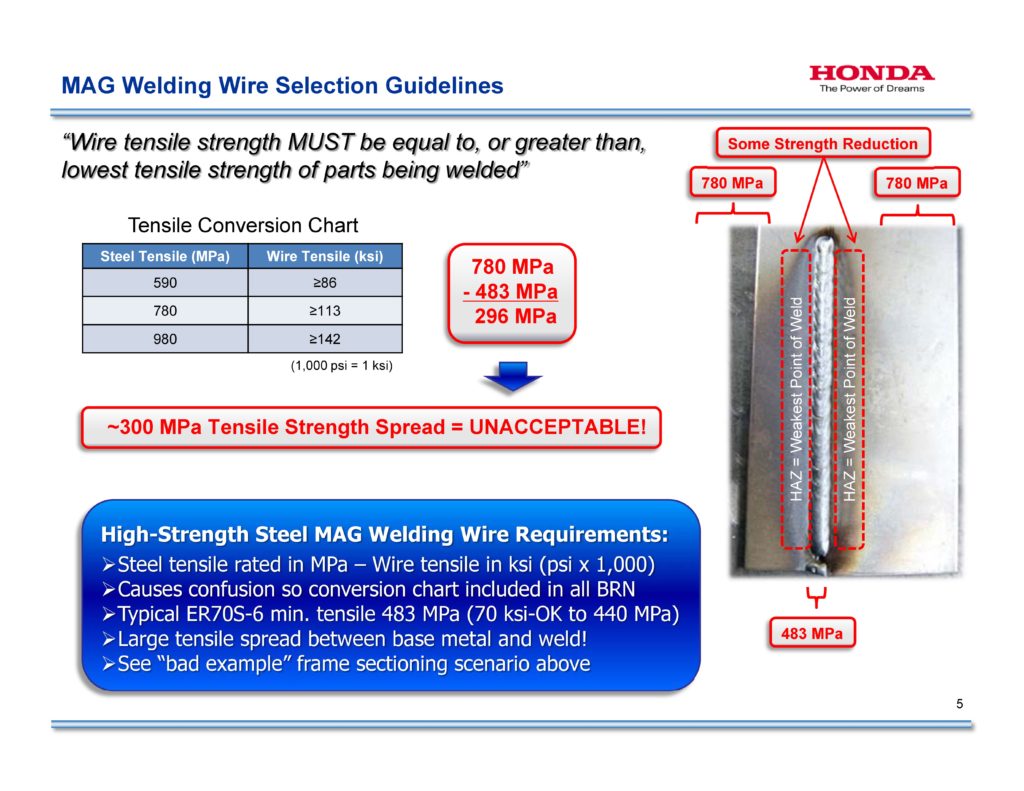
Historically, auto body shops just MAG-welded everything with ER70S-6 wire, the “Elmer’s Glue of MAG welding,” Honda collision instructional designer Chris Tobie told a Guild21 call. (See slides.)
Such 70 ksi wire (70,000 pounds per square-inch) translates to about 482.63 megapascals of tensile strength. (For some reason, welding wire uses a different unit of measurement than the steel it’s welding. Tobie provides conversion charts for shops in Body Repair News issues, and formulas also are available online.)
For decades, using ER70S-6 wire “was not much of an issue,” as the 70 ksi material was sufficient to match the strength of the mild and basic high-strength steels used on cars, Tobie said. He said it can be used to MAG-weld Honda steels of 440 MPa and weaker.
But such grades have for at least the past couple of decades been quickly giving way to 590 MPa-and-up advanced- and ultra-high-strength steels amid OEM lightweighting and crash-safety demands.
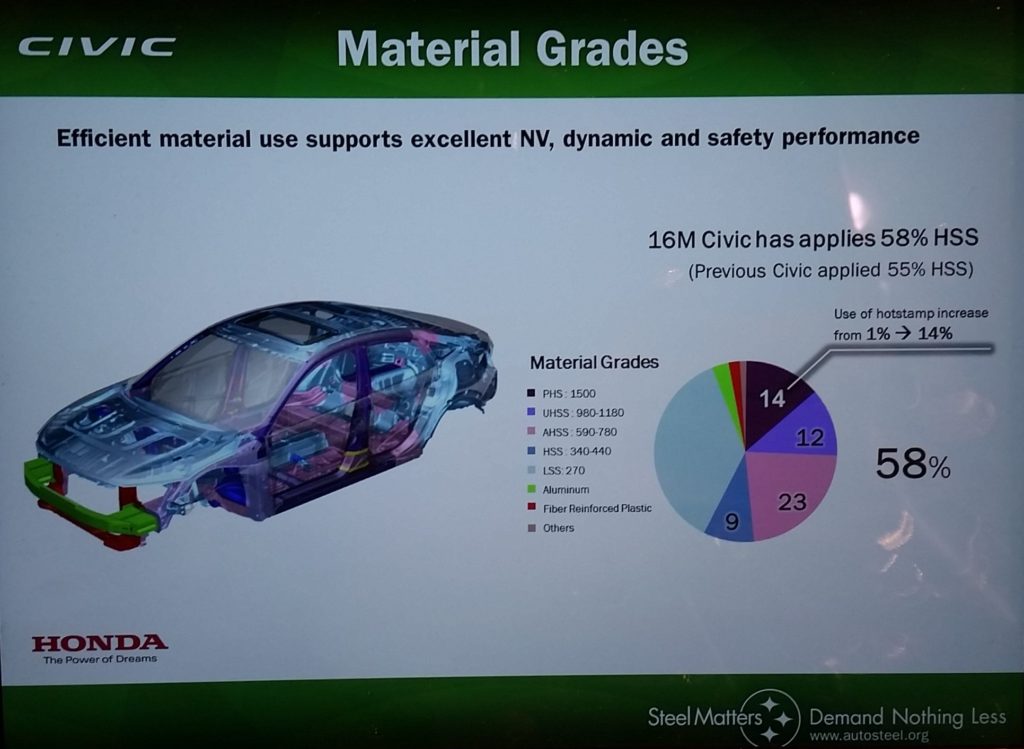
For example, 49 percent of the body-in-white of the 2016 Honda Civic shown at Great Designs in Steel (pictured) was made up of steels with tensile strengths of 590 MPa or higher. Contrast that with the 2006 Honda Civic, presented a decade earlier at the same Great Designs in Steel conference series. (And even then, 38 percent of the body was at least 590 MPa.)
Weld any of that large area of the 2016-17 Civic with the 70 ksi wire you’ve historically used, and you’re potentially weakening the structural integrity.
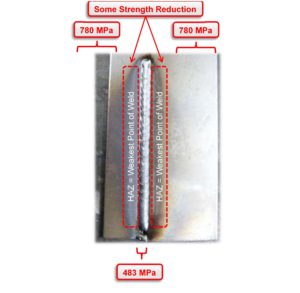
The need to match automotive steels with the correct wire for crashworthiness seems pretty logical once you think about it, and Tobie illustrated it further on Thursday with a diagram of two 780-megapascal steels improperly joined by the 483-megapascal ER70S-6 wire.
Had the joint been connected by 780 MPa wire (at least 113 ksi), the heat-affected zone would be the weakest part, not the weld itself. (Heat weakens higher-strength steels; that’s just physics.)
But long as a repairer welds properly per Honda instructions, the zone remains only “single digits in percentage” weaker, Tobie said. Hence, the joint should still perform as Honda intends during a subsequent collision, as all the metal in the area is still at or within spitting distance of the desired 780 MPa range.
Contrast that with a welder who joins 780 MPa steel with 483 MPa/70 ksi wire. That’s a 296 MPa difference in strength between the weld and base metals.
“That is absolutely unacceptable,” Tobie said. “… Guess where that weld’s gonna break when it gets hit the next time.”
Honda generally allows plug MAG welding up to 980 megapascals and butt MAG welding up to 780 MPa with the caveat that 780 MPa butt welds be done “as quickly as possible, while maintaining adequate penetration.”
However, the OEM also recommends using solely 980 MPa welding wire for all of those steel grades, all the way down to the 270 MPa mild steel. That way, shops can avoid a costly — or life-threatening — mistake caused by swapping between different wire strengths, according to Tobie.
“It gets us up to the highest thing that we’re gonna MAG-weld,” he said.
More information:
“Honda Body Repair Manual Welding & Sectioning Guideline Revisions”
Honda Body Repair News, August 2016
“Acura Body Repair Manual Welding & Sectioning Guideline Revisions”
Acura Body Repair News, September 2016
Honda Independent Repair Website
Honda via VeriFacts, Dec. 8, 2016
Images:
Honda in December 2016 explained why auto body shops needed to weld higher-strength steels with equally strong wire. (Provided by Honda via VeriFacts)
This Honda slide from the 2016 Great Designs in Steel demonstrates steel grades on the 2016 Honda Civic. (John Huetter/Repairer Driven News)