Experts: Lack of device, tip maintenance can compromise weld quality
By onAnnouncements | Associations | Business Practices | Education | Repair Operations | Technology
That fancy new OEM-approved welder in the hands of your best technician could be producing substandard joints if the shop hadn’t thought to maintain the device.
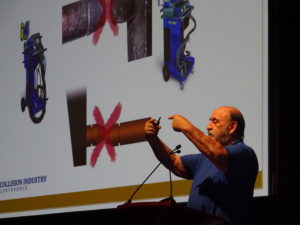
Kent Automotive’s Toby Chess, who demonstrated welder maintenance and troubleshooting during separate presentations to the SCRS open board meeting (see slides) and CIC audience last week, told the SCRS audience it was “amazing” that shops used welders daily but had no idea how to maintain them.
He told CIC that welders were the “most abused” piece of equipment in a body shop.
Here’s some of the other guidance Chess, a co-chairman of the Society of Collision Repair Specialists Education Committee and Collision Industry Conference Technical Committee, shared during the two events and in versions of a MIG welder video aired during both.
Tips and electrodes
Chess recalled being called out to a shop for a squeeze-type resistance spot welding class.
The first weld he attempted with the shop’s machine was “sparking all over the place.” He asked the staff if it was a good weld, and half erroneously thought it was, citing footage of automotive factory robots. In reality, it’s a sign of a bad weld in a shop.
The electrodes were misaligned, Chess said. Once aligned, the next weld came out fine.
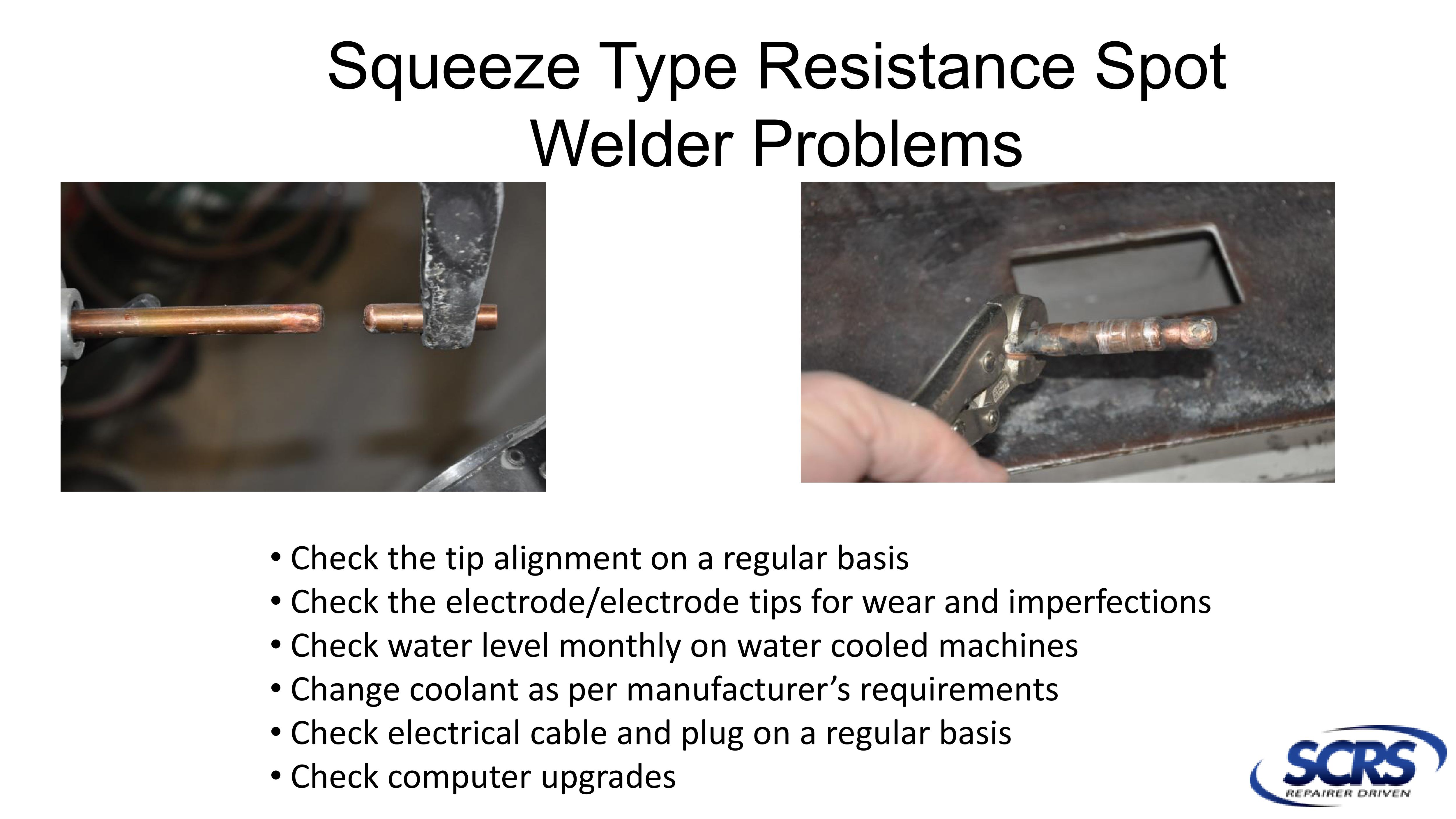
Echoing advice from his appearance in a 2017 SCRS welding video, Chess warned the audiences against ill-maintained or worn-out tips.
Chess said sometimes he encounters tips which are “totally flat,” which can lead to the weld strength being 50-60 percent less than if the tips were of the necessary condition, he said.
The tips mushroom from use during the squeeze-type process leveraging pressure and electricity. But the amperage flowing through them doesn’t change, which leads to the energy being spread out over a larger surface area, according to Chess. Thus, you get weaker welds.
Tips must be dressed with the proper tool — which is not a grinder, according to Chess. Grinding the tips “does not constitute a good maintenance program,” he said — a repairer needs to use a dresser or just change the tips.
A grinder “changes all the dynamics,” Chess said.
The electrodes themselves also might need cleaning, according to Chess.
During a separate NACE week presentation Friday, Vehicle Collision Experts CEO Mark Olson asked Bill Montville of Pro Spot distributor Collision Correction Equipment how many welds the Pro Spot i5 spot welder could produce before the tips needed to be dressed.
About 50, Montville estimated, later recalling a factory which had to boost amperage after the 50-weld mark. Montville said the act of dressing a tip will inevitably shorten it, and at some point, the squeeze pressure on the weld will decrease.
Olson said repairers should use a fresh tip every time they do a major repair and treat the tips like any other consumable.

A shop owner also might want to make a habit of discarding spent tips, for Montville noted that shops tend to hang onto them as spares despite having pulled them for inadequacy.
Other welder maintenance
Shops also will want to check the lines and coolant level, also making sure to change out the coolant per manufacturer directions, according to Chess. (A lot of amperage flows through it, he noted.)
Repairers also shouldn’t forget the brain of the welder. Chess mentioned keeping the firmware (the software embedded within the welder) current, advice also featured in the 2017 SCRS video.
MIG welding issues can include broken or inoperable gauges on the gas tanks — a condition which can lead to a big Occupational Safety and Health Administration fine.
Worn-out nozzles are another problem on a MIG welder, Chess said.
“How do you expect gas to flow through?” he said.
Even your welding mask might need maintenance. Chess recommended buying one with both an interchangeable screen and a easily accessed supply of replacement screens. (If you can’t buy new screens anywhere, it defeats the purpose.)
Over time, the screen might degrade to the point that the welding experience resembles trying to see through a dirty windshield, Chess said.
“You can’t do it,” he said.


Chess also demonstrated troubleshooting and various maintenance on a MIG welder, including cleaning a nozzle, replacing a kinked gun liner, cleaning a diffuser and removing buildup from wire rollers — a part repairers often overlook.
He said he sees worn nozzles at auto body shops “virtually every time” he visits one. A degraded nozzle can affect gas flow, making for poor welds, he said.
He pointed out that often shops lack replacement parts like contact tips or nozzles — even though the failure of one of those parts can sideline your entire welder. He recommended repairers keep a container of consumables ready.
Asked how often a shop should check for such items, Chess said he inspects his welder every day before he begins work with it. He said equipment is often in “disarray” when he visits shops.
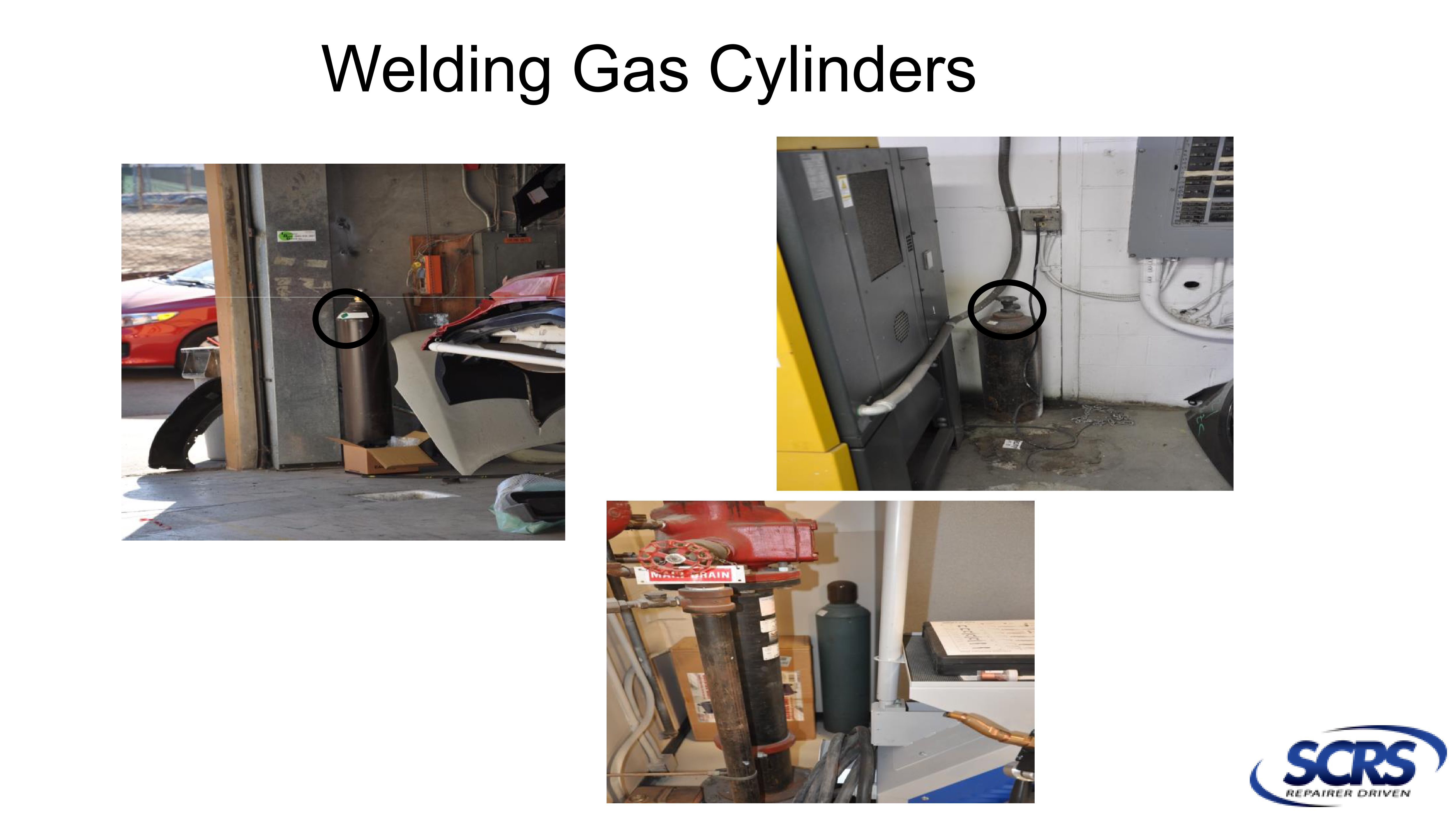
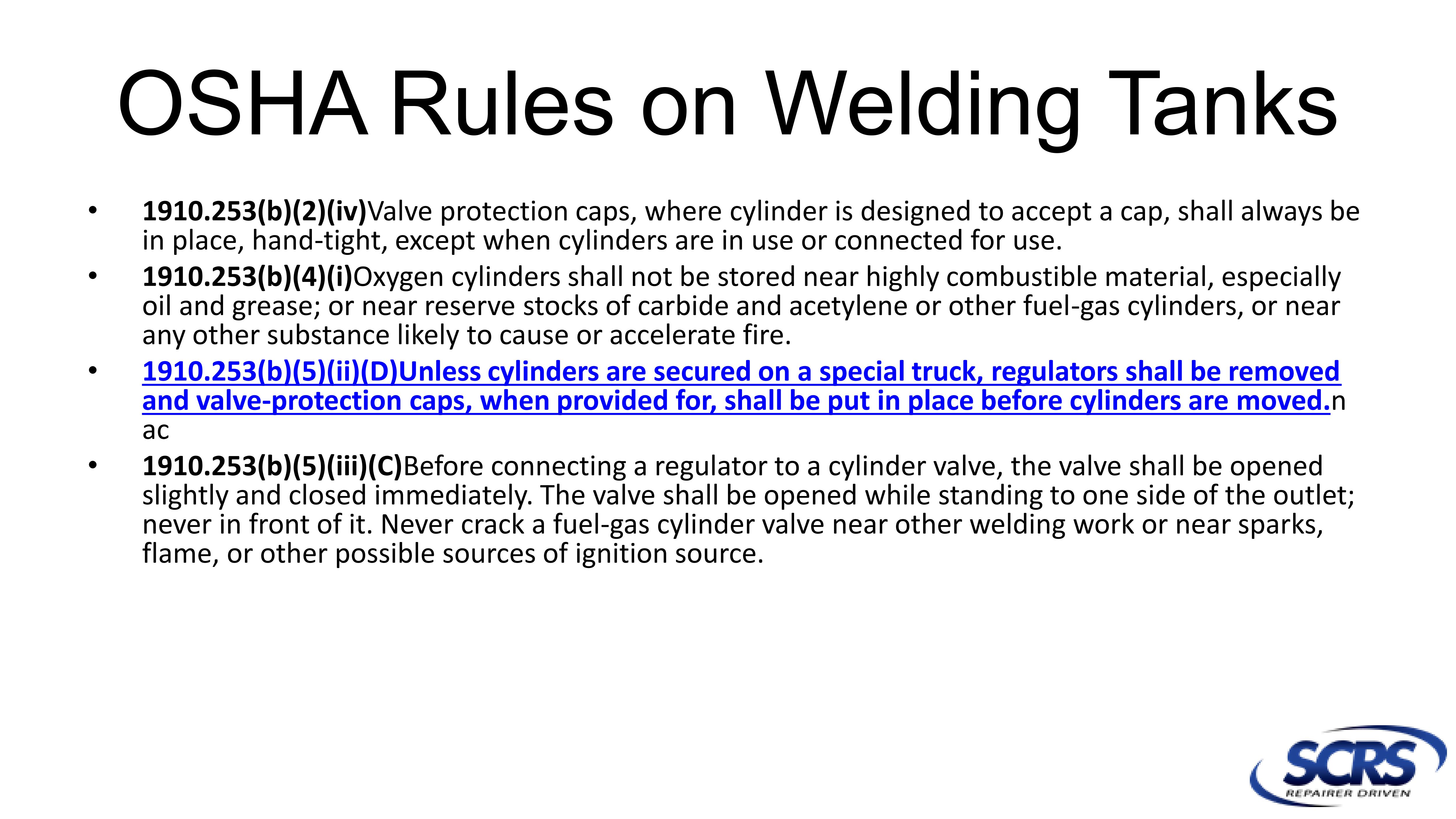
Gas also needs to be labeled, chained up and capped to avoid an OSHA fine, and oxygen and acetelyne must be stored at an OSHA-approved distance from each other, according to Chess. A broken or malfunctioning gauge on a tank can also lead to an OSHA penalty, he said.
Other maintenance items
Chess also drew repairers’ attention to another potentially shop-crippling item requiring maintenance. He estimated that 99 percent of auto body shops lack a maintenance book on their air compressor.
If the compressor breaks down, “you’re out of business,” Chess said.
Chess said compressor oil and desiccant needed to be changed regularly, and water replaced daily. He also advised changing the air filter (if one was used) and checking belts for wear. Shops using a rotary screw compressor must change the oil filter, air inlet filter and air/oil separator every 2,000 hours of use.
Chess also warned shops to perform maintenance on frame machines, such as checking bolts and hydraulics. He called it “very important” to clean the pinchweld clamps, for a buildup of underseal and material there will lead to cars not being held as well.
Paint booths also need maintenance, and lifts must be inspected once a year, according to Chess.
“A place to start is to review the maintenance documents,” Chess wrote of lifts. “A next sound step is to commission your own inspection. A qualified individual with extensive knowledge of all the various lifts should conduct these inspections.
“Inspections should include the hydraulic system, valves, hoses, cables, chains, pins, spindles, the electrical system, ramps, runway stops, locks and safety features.
“An unbiased third-party typically performs better inspections and identifies actual and potential areas of concern. These can be corrected and lifts can be in good working order should OSHA suddenly stop by.”
Following Chess’ CIC presentation on OSHA violations and equipment maintenance, CIC Chairman Guy Bargnes (Painters Supply and Equipment) challenged his PBE peers in the audience to bring such information to customers.
“It’s important,” he said — and it might be “very profitable.”
More information:
Society of Collision Repair Specialists Education Committee maintenance/safety presentation
SCRS, Aug. 7, 2018
“Maintenance and Setup on MIG/MAG Welders”
Society of Collision Repair Specialists YouTube channel, Aug. 10, 2018
Society of Collision Repair Specialists YouTube channel, Nov. 22, 2017
Images:
Collision Industry Conference Technical Committee Co-Chairman Toby Chess (Kent Automotive) discusses spot welder tip alignment at the Aug. 7, 2018, CIC. (John Huetter/Repairer Driven News)
This slide from Society of Collision Repair Specialists Education Committee Co-Chairman Toby Chess (Kent Automotive) demonstrates issues that an improperly maintained welder might present. (Provided by Society of Collision Repair Specialists)
Tips for a Chief MI200T spot welder appear at NACE 2018. (John Huetter/Repairer Driven News)
A worn-out MIG welder nozzle is shown. (Provided by Society of Collision Repair Specialists)
A worn-out MIG welder diffuser is shown. (Provided by Society of Collision Repair Specialists)
Welding gas also needs to be labeled, chained up and capped to avoid an OSHA fine, and oxygen and acetelyne must be stored at an OSHA-approved distance from each other, according to Society of Collision Repair Specialists Education Committee Co-Chairman Toby Chess (Kent Automotive). This slide shows examples of practices to avoid. (Provided by Society of Collision Repair Specialists)
Some OSHA regulations on welding gas are shown. (Provided by Society of Collision Repair Specialists)