
World Steel Association highlights benefits of tailored body products for crash safety, strength
By onAnnouncements
While outlining the importance of tailored automotive body products, the World Steel Association says they provide strength, thickness, and corrosion protection “where they are most needed for part function and remove weight that does not contribute to part performance.”
“Tailored products offer numerous advantages over the conventional approach involving the stamping and assembly of individual monolithic blanks which have a single grade, thickness, and coating, including:
-
- Improved materials utilization
- Elimination of reinforcement parts and reduced manufacturing infrastructure requirements
- Part consolidation
- Weight savings
- Improved NVH [Noise, Vibration, and Harshness], safety, and build quality
- Enhanced engineering flexibility
- Easily integrated with advanced manufacturing technologies for additional savings”
![]()
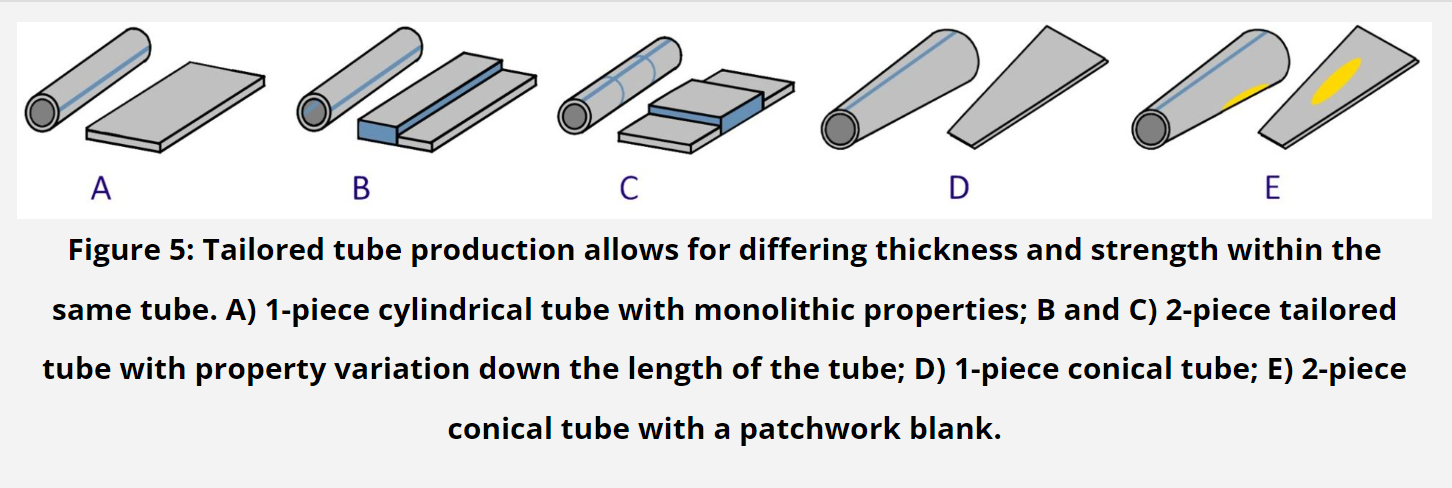
The types of tailored products include: welded tailored blanks, patchwork blanks, tailor-welded coils, tailor-rolled coils, tailor-rolled tubes, and tailor-welded tubes.
Welded tailored blanks are made by either laser welding or mash seam welding. World Auto Steel says those that are mash seam welded can have better formability because the temperature reached during welding is lower but the larger heat-affected zone and thicker joint may negate the benefit. Laser-welded blanks are made by butt-welding two or more flat sheets of different grades and thicknesses together.
“This technology allows for a reduction in panel thickness in non-critical areas, thus contributing to an overall mass reduction of the part. The lower strength product in the bottom section of the B-Pillar helps dissipate the crash energy in the event of a side impact, playing a key role in crash energy management.”
![]()
Patchwork blanks are also made from blanks of different grades and thicknesses but are made differently. The blanks are placed on top of each other and typically spot-welded together while lying flat.
“The correct number of spot-welds is important in terms of cost and safety,” the association wrote. “Furthermore, if the components shift relative to one another during the forming operation, the spot welds may shear. There is excellent fit between both parts after forming, allowing for easy application of additional spot welds if needed.”
There’s also the option to weld entire coils and rolls together through tailor-welded coils and tailor-welded tubes.
The first method joins entire coils together edge to edge via laser welds rather than building blanks from individual components. They’re used in coil-fed processes such as blanking, progressive die stamping, transfer press stamping, and roll forming operations, World Steel says.
“The new strip is either directly blanked or re-coiled for future blanking or use as feedstock for a continuous coil-fed stamping or roll forming line (Figure 3). Variations in strength, thickness, and coating occur across the width.”
Conversely, tailor-rolled coils have variable thicknesses down the length of the coil. During production, gaps are varied between the rolls to reduce thickness allowing for different strip thicknesses in the direction of rolling. World Steel says a significant advantage to that method is the transition from one thickness to another with no joints or discontinuities “providing an efficient load path without stress risers.”
Tailor-rolled coils can be used for either blanking operations or as feedstock into a roll-forming line. Tailor rolled coils are the feedstock to produce variable thickness tailor rolled tubes.
Tailor welded tube production takes the process further by allowing the creation of complex variations in shape, thickness, strength, and coating.
Examples of how these methods can benefit automobile construction through certain parts are door rings (Figure 1), window frames, and door inner panels, which have large cutout areas that are scrapped. World Steel notes that converting these to welded tailored blanks allows for optimized nesting of the individual components and does away with joining parts together.
Tailored products can also improve sectional strength for better body structure and crash crash performance. Specific to improved crash performance, World Steel says tailored products result in thicker steel that’s stiffer. Manufacturing is made more efficient as well by eliminating the need for twice the stamping time and dunnage and replacing it with spot welding. In blanking operations that don’t use spot welds, NVH is reduced by not having to join separate parts but instead creating a continuous weld line for a more efficient load path.
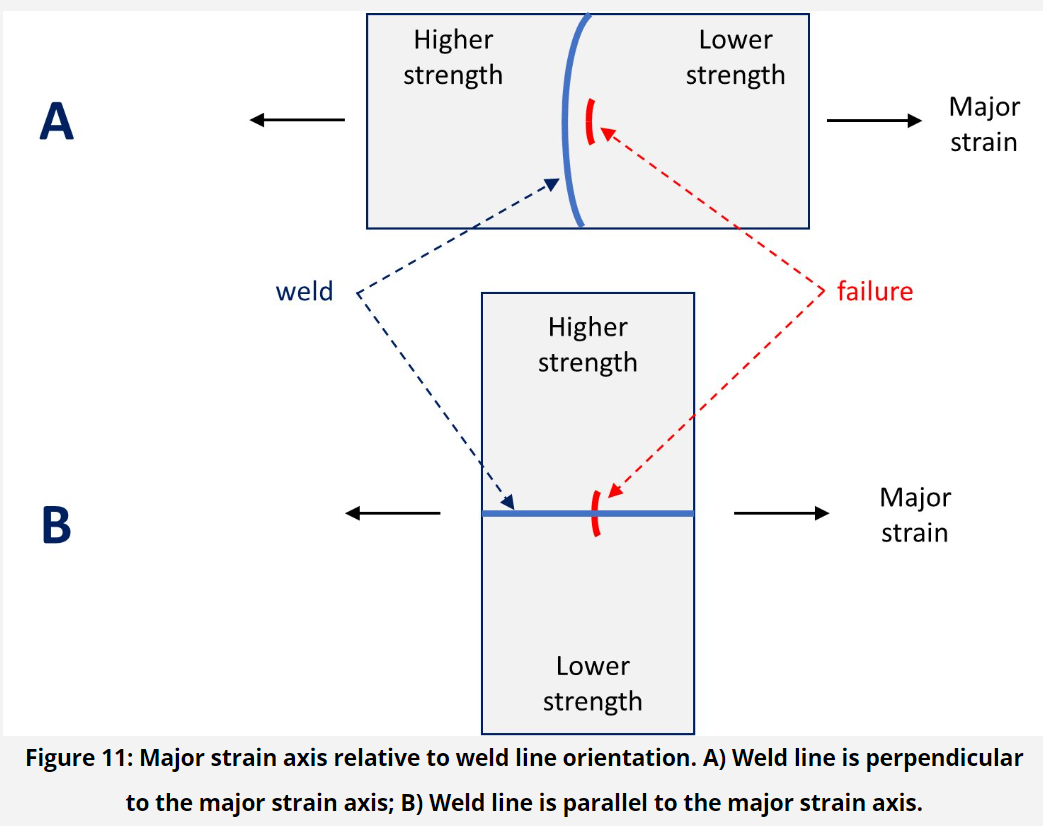
One scenario World Steel provided to illustrate the benefits of tailored products shows major strain existing perpendicular to the weld line orientation causing failure parallel to the weld in the lower strength, more ductile material.
“The restraining force provided by the higher-strength material results in the weld line shifting towards that side. With the weld seam moving towards the thicker and stronger metal, deformation occurs in thinner and weaker metal. The movement of the weld seam during stamping requires that a blankholder design with appropriate clearances so the welds can move through the blankholder during the drawing process. The punch-cavity clearances must allow for movement as well – otherwise a pinch-point is created and metal flow stops.
These clearances are necessary for movement of the heavier gauge metal and the welds, but can also be a source of wrinkling on the lighter gauge side due to the lack of hold-down force in this area. Also, the potential exists for die wear in the locations in contact with weld seam. To counter the weld line motion to the higher strength side, consider allowing greater material flow from that side of the weld through a less severe draw bead design, reduced blankholder pressure or modified blank outline. These strategies help minimize the risk of this type of split.”
Comparitively, in Figure 11B, major strain is parallel to the weld line orientation causing fracture perpendicular to the weld line, typically within the weld itself, due to the poorer mechanical properties of the weld with respect to the base material.
Images
Featured image credit: alvarez/iStock
All other photos courtesy of World Steel Association.