
CIC: Minimizing challenges with matte, semi-gloss clear coat
By onAssociations | Collision Repair
A panel gave tips on how to overcome the challenges repairers face with matte and semi-glass paint jobs during the Collision Industry Conference (CIC)’s meeting in Seattle last week.
The CIC Parts and Materials Committee invited a panel that included Bradley Letourneau of BASF Automotive Refinish, Thorsten Alstede of AkzoNobel, and Kye Yeung from European Motor Car Works.

First and foremost, painting of matte clears must be carried out in the cleanest possible conditions because refinish technicians cannot use mechanical polishing to remove surface defects the way that you can with gloss finishes. There are, however, ways to spend additional care to prep paint booths and vehicles that can minimize flaws and improve quality, according to the panelists.
When the CIC meeting audience was asked if they accept matte and semi-glass jobs, 63% said “all the time,” 21% said “not a chance,” and 16% said they’re “on the fence” about accepting the jobs.

Bradley Letourneau
Letourneau said to keep in mind that matte finish varies by OEM making sheen also vary and there aren’t any industry standards to go by.
“Today, when looking for a new car, you see a ton of variety of makes and models and we’re starting to see more and more matte finish options, whether it be the entire vehicle or maybe it’s just the accessories, the bumpers, the cladding,” he said. “More and more manufacturers are getting on board and more models are being produced… When we start talking with the OEMs about matte finishes, a lot of them will tell you they are 100% custom.
“We need to spend extra time and effort in properly preparing to match the sheen, match the color, and above all, to do the repair back to OEM specifications.”
Typically, Letourneau added, it isn’t the color that needs to be adjusted when figuring out the correct match for a matte finish, it’s the sheen. Matching the sheen is always necessary during the panel match since the color and clear coat aren’t being blended, he said.
Some examples Letourneau provided are shown here:

The shape of the vehicle and at what angle the technician looks at the sheen is important as well.
“The best way to view these [matte finishes] is between a five and a 15% angle,” Letourneau said. “Once you actually take the card up to 90 degrees and tilt it to go to five, you’ll start to see that sheen really well, especially with your test panel.
“Because of sheen variation, you do have to create multiple test panels… We want to record when you’re spraying, your test panels, the tip size, the gun being used, the clear coat, the hardener, the flash time, the bake time, the bake temperature. All those variables are going to give you your conclusion. If we alter our variables, we’re going to get a different result so it’s very important that when you’re creating your test panels, you record all this information.”
All of the presenters agreed that with these particular paint jobs, there’s only one chance with each refinish to do it correctly.

Thorsten Alstede
In addition to returning the vehicle to pre-accident condition, mil thickness is another aspect to be mindful of, Letourneau said. It’s also usually best with matte finish to paint the whole side instead of only the damaged panel and use a gloss meter.
Proper preparation of the vehicle is important as well. Vehicles with matte finish should only be washed with OEM-approved products and according to OEM procedures or the shop runs the risk of voiding the manufacturer warranty, Letourneau said.
Starting off his presentation, Alstede said, “As long as we follow the steps and take all the precautions, matte finishes are really not that different than others we work with.”
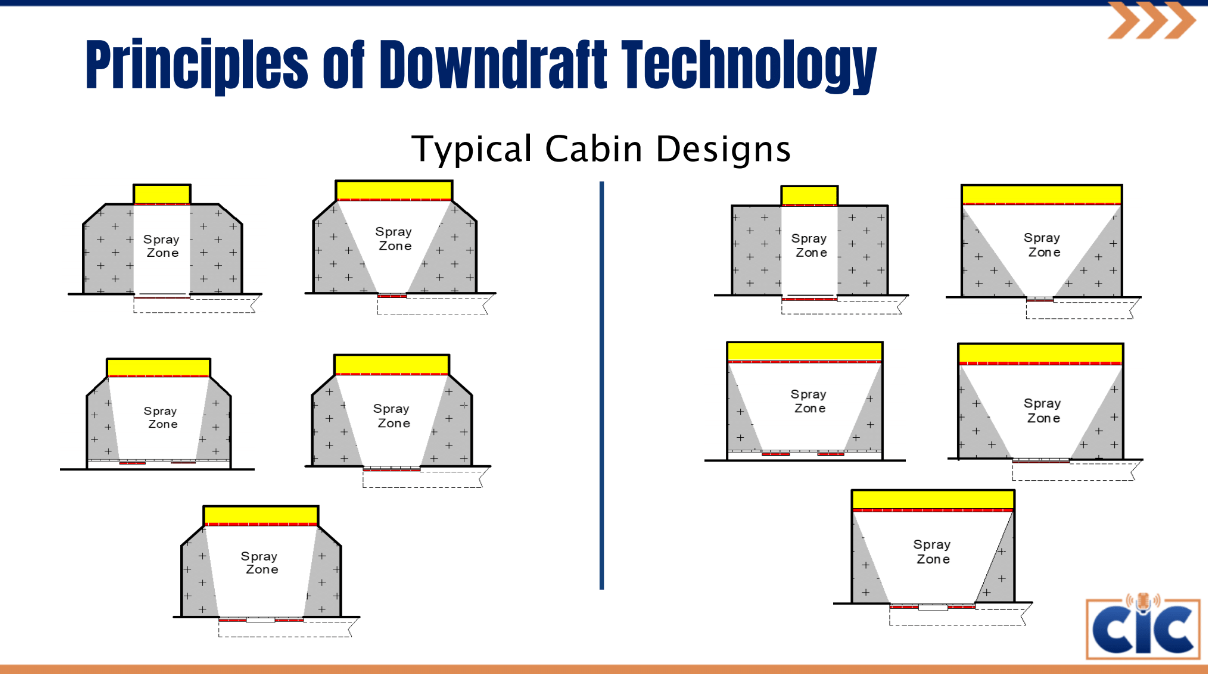
However, one crucial factor that negatively affects matte finishes at many body shops, he said, is improper air flow management inside paint booths. Proper masking and spray temperature also affect the finish, Alstede said.
Higher temperatures mean a higher chance of contamination.
Other tips Alstede provided were:
-
- Load or unload the cabin only when the booth is operating in spray mode and opposing doors are closed;
- Center the vehicle and parts over the floor grates. Centering the vehicle creates a higher velocity of air at the surface;
- Keep in mind parts cutting the plane will increase contamination;
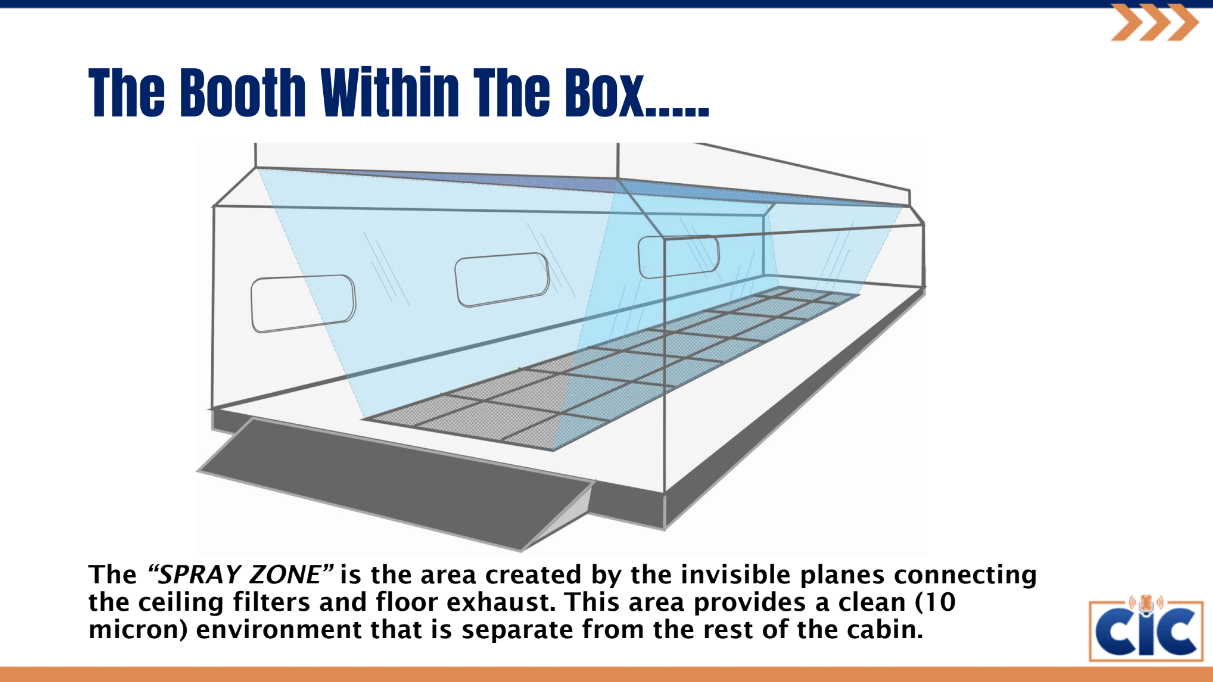
- Walk near the cabin wall to reduce the transfer of contamination into the spray zone;
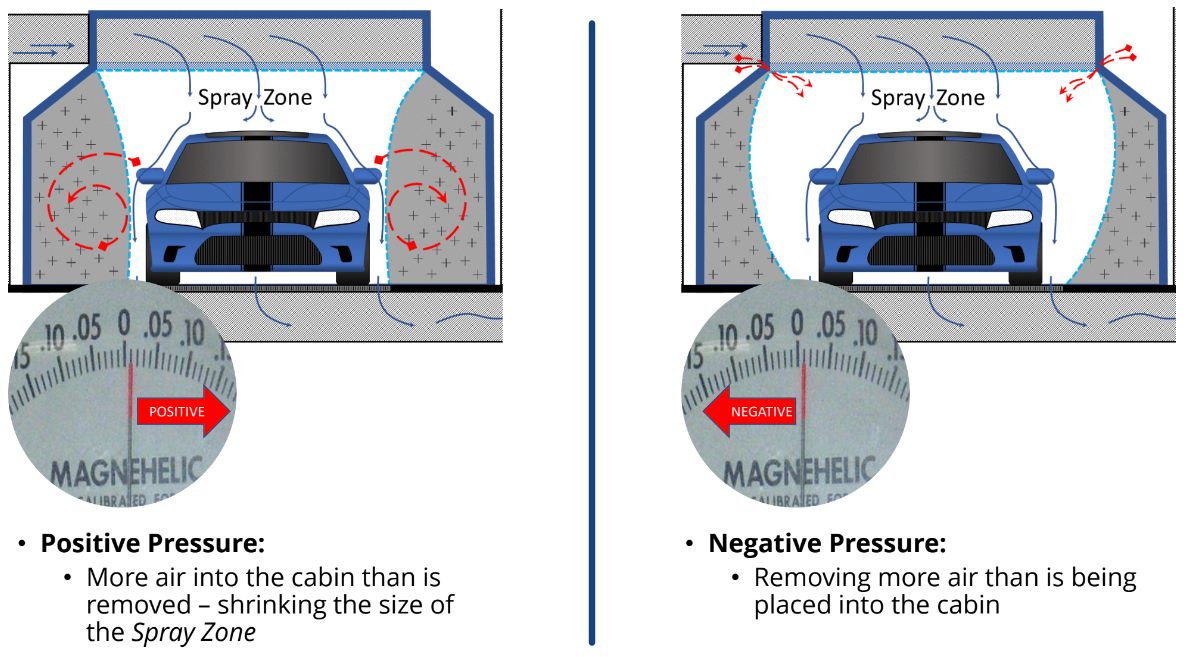
- Maintain balanced pressure in the cabin during the spray and bake cycles;
- Make all paint booth adjustments after the vehicle is in the cabin and all doors are closed;
- Calibrate the spray booth pressure gauge monthly;
- Keep the spray temperature constant;
- When masking, leaving an opening at all four wheel wells increases airflow around the vehicle. Plastic car cover laying on the floor grates blocks the airflow and destroys the spray zone; and
- Waterborne drying devices mounted outside the spray zone should be allowed a few minutes to purge overspray before activating.
Yeung shared tips that he said should be followed regardless of the finish type, matte or gloss.
For example, check the booth flow keeping in mind weights might need to be moved to change the direction of air flow to create better consistency.
“The other thing that you might want to consider is minimizing the amount of matte parts that you want to paint,” Yeung said. “Concentrate on the bigger areas and do that job, and in a separate situation, paint the rest of the pieces instead of trying to stack everything.”
Yeung also recommended the use of a gloss meter because it can differentiate the amount of gloss that the human eye can’t detect. “The human eye has a good tendency not to be able to discern a 10-degree gloss unit difference,” he said.

Kye Yeung
Painters should also use a scale to measure the precise OEM-recommended percentage of flattening agents.
Booth filtration and using distilled water for the vehicle pre-wash are important steps as well.
“We try to prepare the vehicle outside the booth — masking, cleaning, and everything — before we load it into the booth and… we keep it [booth] running and keep it sterile as much as we can.”
Yeung’s painters also spray their paint suits with hair spray to mitigate the release of lint from them into the booth. Using brass or stainless steel mesh paint strainers and aluminum or plastic stirring sticks helps cut back on lint and contamination as well.
As far as booth maintenance, it’s important to clean the air lines, he said.
During the panelists’ discussion, Yeung noted that a matte paint job can’t be rushed and that it has to flash completely before it’s baked. Most times, if lint ends up in the finish, let the paint sit longer and it will emulsify into the finish, he said.
Yeung also recommends keeping a color library so that in the future, painters will have a headstart instead of having to start from scratch again. The matte finish you intend to use can also be put on the base coat to make sure it will be exactly how it should be at the end, he said.
At the end of the discussion, the audience was polled again on whether they would accept matte or semi-gloss jobs. Eighty-four percent said “absolutely,” 13% said “not a chance,” and 3% said they were still on the fence.
Images
Featured image: Tesla Model X electric SUV in matte black (Credit: Sjo/iStock)
(From left) Thorsten Alstede, Bradley Letourneau, Kye Yeung, and Society of Collision Repair Specialists Executive Director Aaron Schulenburg. (Lurah Lowery/Repairer Driven News)
All slides courtesy of CIC