
Auto/Steel Partnership: Factory-strength welds can be achieved with aftermarket repair techniques
By onAssociations | Education | Repair Operations | Technology
An Auto/Steel Partnership repairability lead last fall reported research into aftermarket joining methods revealed verifying certain techniques could achieve the strength of OEM factory resistance spot welds.
The Auto/Steel Partnership is a consortium made up of FCA, Ford and General Motors and major steel manufacturers, according to partnership advanced high-strength steel repairability lead Robert Hiser. It’s meant to drive innovation in automotive steel through its research. For example, in 2016, the organization proved it was possible for a robot to hem advanced high-strength steel for a closure panel.
Hiser told a SCRS OEM Collision Repair Technology Summit audience Nov. 1, 2018, that his organization wasn’t trying to dictate which repairs automakers should use. It was up to OEMs to decide how to use its findings.
The Auto/Steel Partnership tested ultra-high-strength steel, which presents joining issues for the aftermarket. Honda, for example, typically bans all MAG welding on gigapascal steels with a few exceptions tied to specific repair procedures, and Hiser said applying excessive heat to martensitic steel could anneal it: “It’s not safety-cage-strong anymore.”
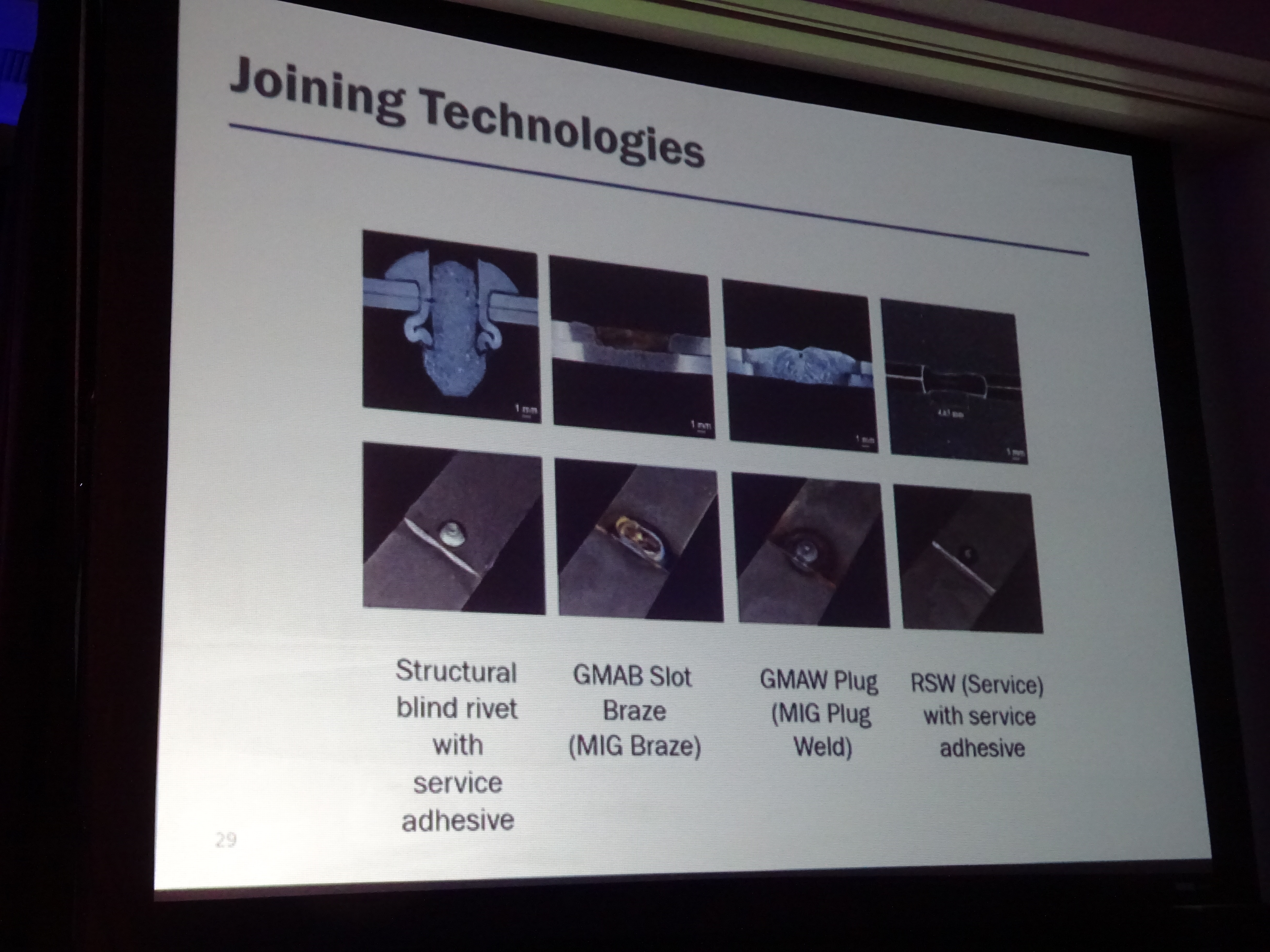
Hiser said researchers attempted to join martensitic 1500, MS 1700 and press-hardened steel (PH 1500 in the most recent round of testing, he said) using techniques like resistance spot welding, MIG plug welding, MIG brazing with a pulsed MIG welder and rivet bonding, in at least some cases with production and service adhesive. (He mentioned the researchers used Pro Spot i4 welders so as to reflect technology being used in actual collision repair facilities.)
MIG brazing with a pulse welder achieved proper capillary action, a critical element of the joint. Done correctly, MIG brazing with proper capillary was as strong “in my world” as a regular plug weld, according to Hiser, calling himself “amazed” by how strong a joint was delivered.
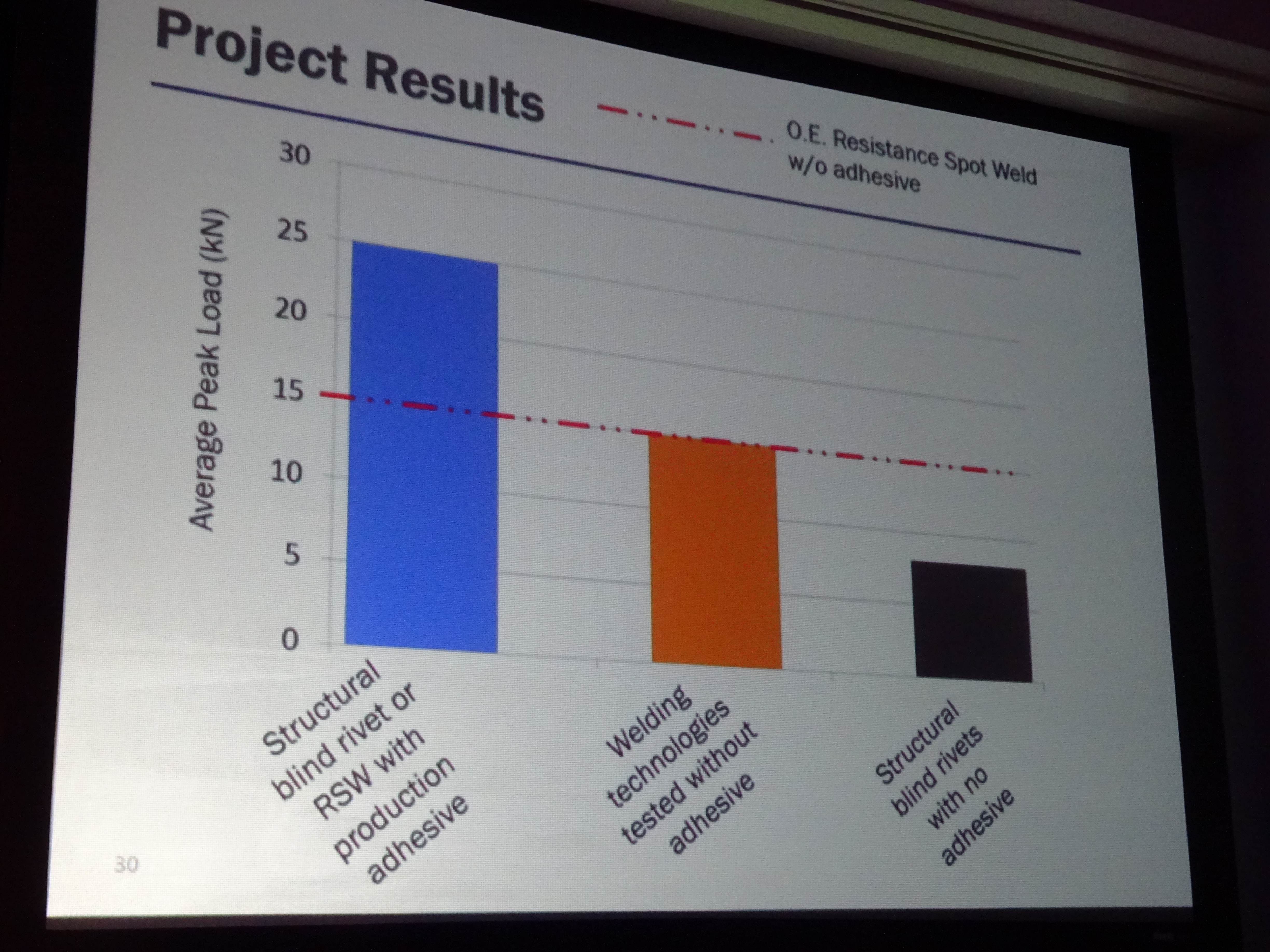
The baseline goal of the research was to see if repairers could match the strength of OEM factory resistance spot welds, according to Hiser.
Hiser said structural blind rivets (pull rivets) without impact-resistant adhesive couldn’t handle the load of a factory weld. He said it’s possible the test coupon wasn’t representative of shop conditions and the partnership planned to study it further, but in a single attachment, it was a “troublesome joint.”
However, combining the blind rivets with production impact-resistant adhesive made the joint stronger than a factory spot weld without adhesive, according to Hiser.
“It’s a really strong joint,” he said. He noted that a shop failing to place the new cold repair at the same place as the factory welds could cause issues due to overstrengthening the application site.
Stronger-than-factory welds were achieved with resistance spot welding combined with production adhesive, according to a slide Hiser presented. (Spot welds or blind rivets combined with service adhesive also stood out as performing well, according to another slide.)
The rest of the techniques were able to match the factory spot welds, even without adhesive, according to the slide. So as long as a shop followed OEM repair procedures and used the correct technique, the joint should perform satisfactorily, he said.
(Partnership Executive Director John Catterall also discussed the results of the testing in a September 2018 Auto Body Repair Network column; check it out here.)
Hiser also during the 2018 SEMA event expressed concern about replicating the impact-resistant structural adhesive at the shop level, an apparent reference to a technician using an incorrect adhesive in its place because “its just there.”
It’s “a very different glue,” he said of impact-resistant adhesive. He said he’s never seen adhesive with that strength, corrosion resistance, impact absorption and ability to stay on steel.
“It is what keeps me up at night,” he said.
Porsche aftersales technical training collision repair technology instructor Mike Kukavica said that adhesive was somewhat stressful, for unlike a spot weld, which can be tested to see if it had been done correctly, it’s impossible to test the glue. The only way to trust that adhesive was applied correctly to a vehicle was to follow each step of the instructions exactly, he said.
More information:
“REPAIRING MARTENSITIC STEEL IN AUTOMOTIVE BODY STRUCTURES”
John Catterall in Auto Body Repair Network, Sept. 1, 2018
Images:
Auto/Steel Partnership partnership advanced high-strength steel repairability lead Robert Hiser in November 2018 reported research into aftermarket joining methods revealed verifying certain techniques could achieve the strength of OEM factory resistance spot welds. (John Huetter/Repairer Driven News)
Auto/Steel Partnership researchers attempted to join Martensitic 1500, MS 1700 and press-hardened steel (PH 1500 in the most recent round of testing) using techniques like resistance spot welding, MIG plug welding, MIG brazing with a pulsed MIG welder and structural blind rivets, in at least some cases with production and service adhesive. (Auto/Steel Partnership slide; photo by John Huetter/Repairer Driven News)
An Auto/Steel Partnership repairability lead in November 2018 reported research into aftermarket joining methods revealed verifying certain techniques could achieve the strength of OEM factory resistance spot welds. (Auto/Steel Partnership slide; photo by John Huetter/Repairer Driven News)