Correction: Removal of aluminum coating on 1,500 MPa steel among changes to Honda welding, sectioning guidance
By onAnnouncements | Education | Repair Operations | Technology
The OEM said the document supersedes a 2017 edition (which was largely similar — it appears merely to have changed a phone number — to the August 2016 variant we wrote about here). It was tweaked slightly this month to correct what appear to be typos.
Repairers will want to review the new document, now dated October 2019, and purge your shop of prior versions.
“The following are general guidelines for welding and sectioning Honda vehicles. It also lists the most current, Honda approved methods and materials,” Honda wrote. “The information listed applies to all models and supersedes previously published information in the body repair manuals.”
However, it’s important to note that Body Repair News publications like this are, as Honda says, “general guidelines.” You need to read the specific OEM repair procedures for the model-year combination before you.
“The information in the Welding and Sectioning Guidelines document is intended to be used in conjunction with the Model Specific Body Repair Manuals,” Honda collision repair chief instructor Scott Kaboos wrote in an email Wednesday. “This information expands on the BRM and should not contradict it.
“The Welding and Sectioning guidelines should never be used as a stand alone document to repair Honda and Acura vehicles.”
Here’s a look at some of the changes.
1,500 MPa parts
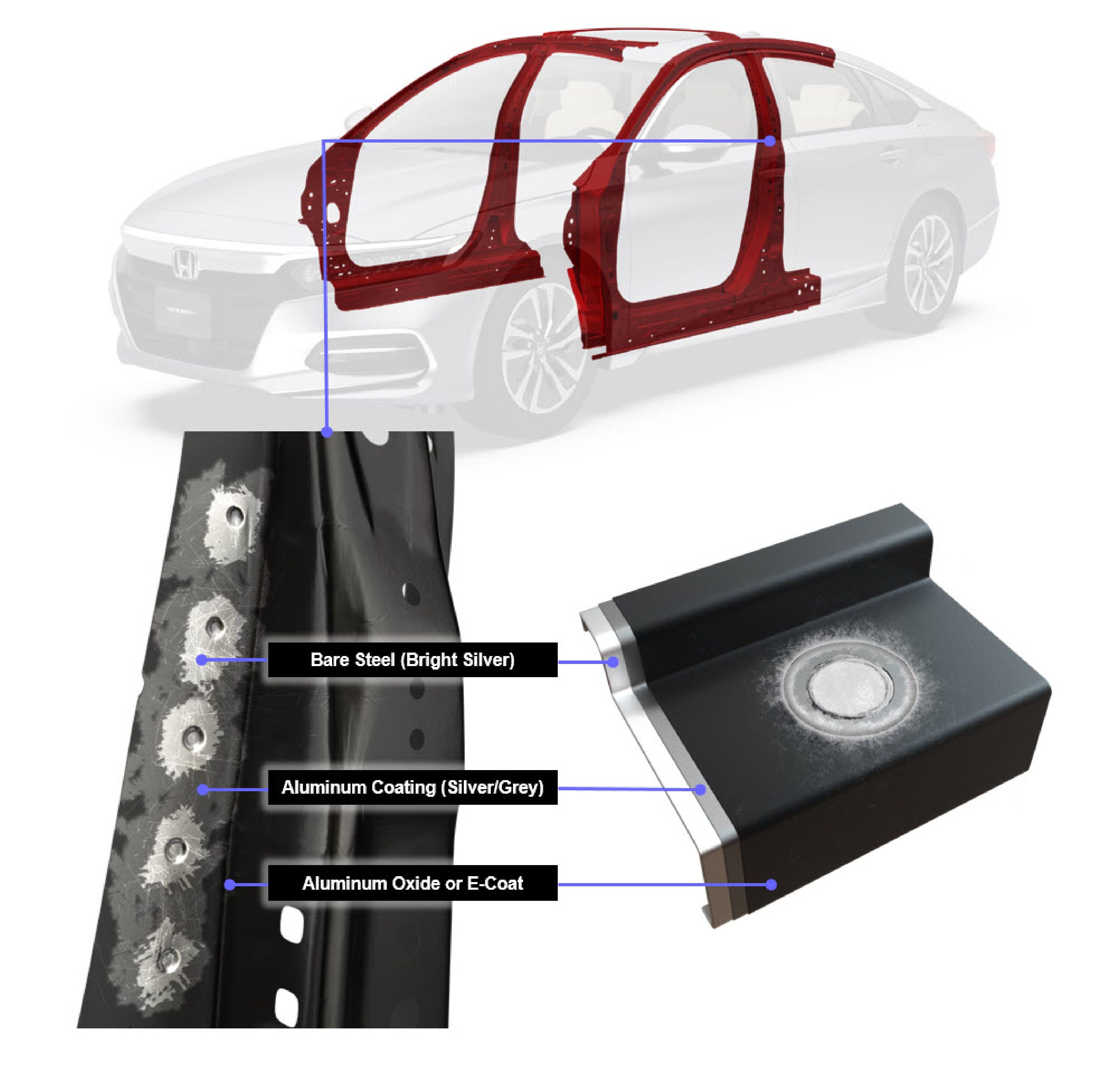
One of the most significant changes involves the addition of new direction for 1,500-megapascal ultra-high-strength steel, which among other locations is often found in the OEM’s “door rings” encompassing part or all of the A- and B-pillars, hinge pillar, and the roof and frame rails.
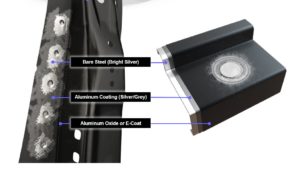
Honda warns that repairers need to eliminate a thin layer of aluminum before welding here.
“1,500 Mpa hot stamp steel sheets have a 10-micron aluminum coating that must be removed (sanded off) from the weld zone of the panel before welding,” Honda warned in the September 2019 Body Repair News. “Both exterior and mating surfaces requires the removal of coating. Failure to do so will create a weak weld and ultimately a failure of the joint.”
Honda wrote that you only have to sand down the area being welded, not the entire piece of metal, and shared a handy diagram as an example.
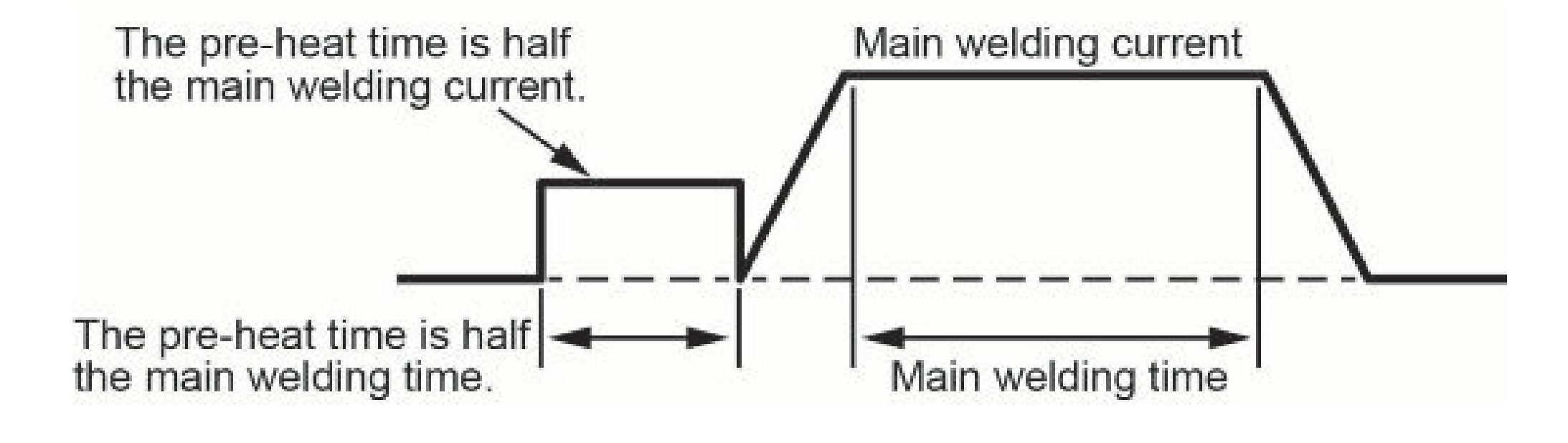
Honda also gave a list of 31 separate welder settings corresponding to 31 vehicle conditions possible when squeeze-type resistance spot-welding such 1,500 MPa steel. It said the repairer would find which conditions were applicable to the spot welds on your customer’s vehicle by looking within the that model-year’s OEM repair procedures.
It’s interesting to note that four of of the 31 conditions don’t as of yet exist on any production vehicles, according to Honda. Considering that the OEM included them anyway, one wonders if we’re getting an indirect glimpse of future body-in-white structures and collision repairs.
Honda also told repairers to apply these welder settings manually — you can’t just set the welder to automatic and hope it gets it right. Setting variables include current, time, and force.
“For spot welds involving 1,500 MPa steel parts, manual spot welder settings provided in the model specific body repair manual or other Honda service information are required,” Honda wrote. “Honda does not recommend using the spot welder’s AUTO mode for this steel grade because these settings may not achieve adequate weld strength.”
The OEM said its research supports these settings.
“The welding condition values described in the above list are determined by experiments using test pieces, zinc primer coating, preheat, and specified tip shapes (Round-16),” Honda wrote.
Partial panel replacement
Honda in its prior guidelines offered general instructions for when partial service component replacements would be OK, using the example of removing a rear wheelhouse from a rear inner panel assembly at the factory seams to replace a damaged wheelhouse.
However, it now warns repairers that some service parts must be installed completely.
“The following guidelines do not apply to ultra-high-strength steel assemblies (980-1,500 MPa) such as the front door ring (outer stiffener ring) and some rear frame rails,” Honda wrote. “These panels should never be disassembled and partially installed. Assemblies must be replaced as a complete set.” (Emphasis Honda’s.)
Learn more from Honda and about proper repairs at Repairer Driven Education
Honda’s Scott Kaboos will help repairers navigate the company’s OEM repair procedures next month at SEMA during “HELP! A comprehensive conversation surrounding accessibility to OEM procedures and technical support.” Following that, OEMs and tool manufacturers will help make you a better welder at “Meeting the OEM expectation in welding.” Both courses are part of SCRS’ OEM Collision Repair Technology Summit, which is the headliner event of its Repairer Driven Education series running Nov. 4-8. Other RDE courses relevant to this article include “Repair process 2020,” with Doug Craig of LORD Corporation and “Completing ‘Thorough and Workmanlike’ repairs” with David Smith of Auto Damage Experts. Register here for individual courses or the series pass package deal, which includes the entire week of classes, all three parts of the OEM Summit, IDEAS Collide and the Nov. 7 Sky Villa afterparty.

Heat
Another notable change offered a slight bit of flexibility on heat for straightening and repair. The old version of the document banned all heat on all body parts, no exception.
The new version suggests a couple of operations that would be acceptable — but never the use of a flame.
“Never use open flame to heat body panels,” Honda wrote. “However, use of induction heaters, copper stamp or heat guns are acceptable up to 1,100°F (600°C).”
But if the heat rose above 1,100 Fahrenheit, the part receiving it has to go in the trash. “Any parts that had heat applied above 1,100°F (600°C) degrees must be replaced with a new parts,” Honda wrote.
“Ignoring these instructions may significantly reduce occupant protection in any subsequent collision,” Honda also wrote.
Sectioning
Honda gives more precise direction about sectioning than it did in the past, expanding its guidance on sectioning outer panels to articulate how it wants it done and limiting such sectioning to 270-590 MPa steel.
• Outer body and floor panels with mild steel 270 MPa and low grade high-strength steel that is less than or equal to 590 MPa, may be sectioned as necessary.
• Every collision repair is different and requires sectioning to be done based on the nature of the repair which is why Honda does not provide a specific area to be sectioned. However, some areas like the outer rear panels and side sills show an area to be sectioned. This is a suggestion and not a requirement.
• For outer body panels sectioning locations, open butt welds with a 1 mm root gap is suggested and preferred as this is the best joint type for corrosion protection. If proper panel fit-up cannot be achieved, a 40 mm backing panel may be used. (Minor formatting edits.)
Little changes
Other elements received minor tweaks.
Honda made it even clearer that it doesn’t want you to use weld-through primer during MAG plug or MAG butt welding or MIG brazing, declaring that the substance should “never” be used. (Emphasis Honda’s.)
The document also was updated to reflect the sources and types of wire approved for welds on metals of 590 megapascals or higher and that Honda doesn’t require you to use it on lower-strength steel. (Though Honda once recommended using it for everything to avoid a mixup while switching wire.) Much of this was already outlined in a June Body Repair News, but the new document also notes that you can buy Bohler Union X96 from Chief.
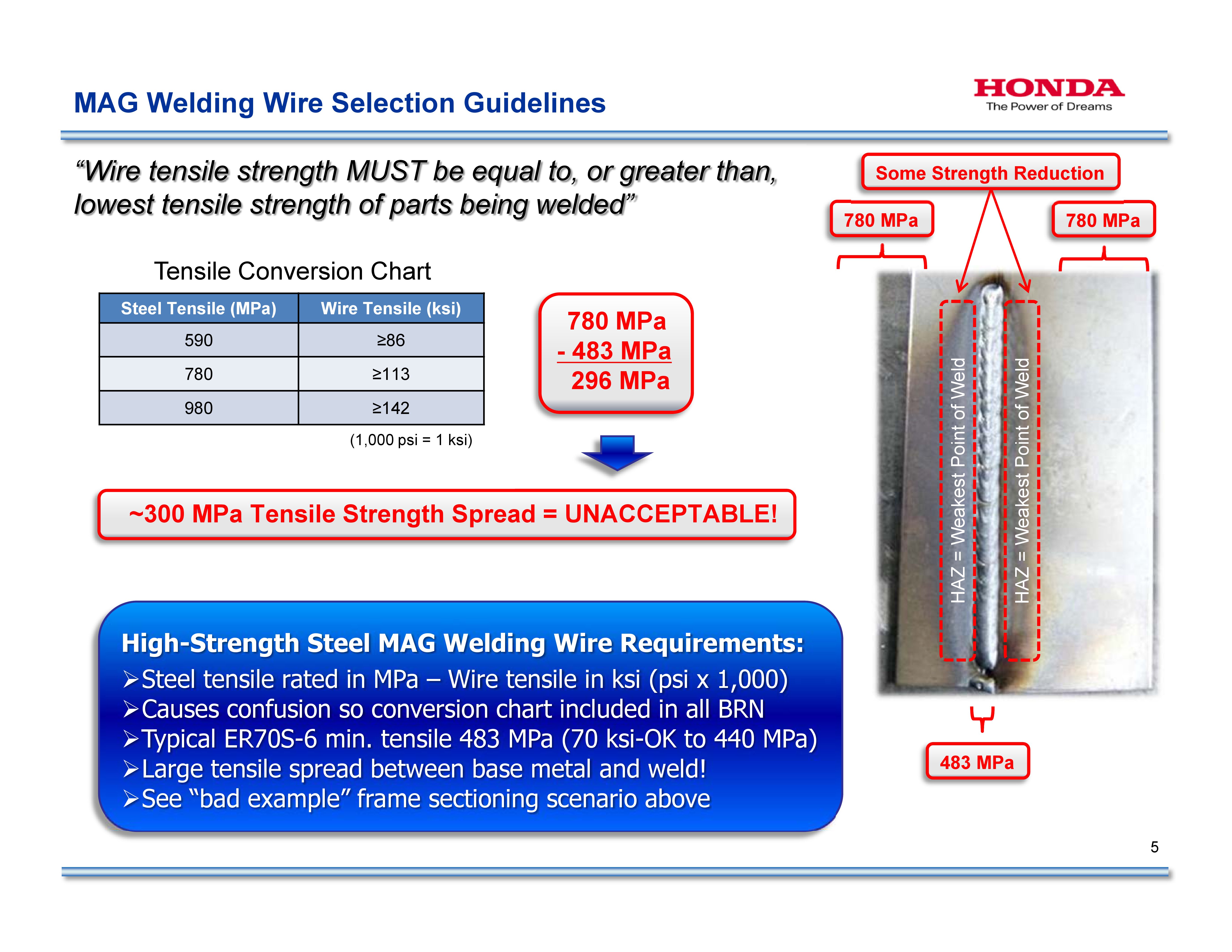
For the record, you can’t use staple ER70S-6 welding wire, for it’s only 70 ksi (70,000 pounds per square-inch), according to Honda. This only works out to about 482.63 MPa of tensile strength. That’s stronger than 440 MPa high-strength steel but weaker than 590 MPa advanced high-strength steel — and much, much weaker than the 780 MPa and 980 MPa ultra-high-strength steels Honda likes to use on its body.
Honda operates under the presumption that using a wire of equal or stronger strength the the metal means the heat-affect zone of the substrate will fail before the weld does. It’s a fairly predictable outcome if you did the weld right — chemistry and physics dictate heat lowers higher-strength steels’ tensile strength. But if you use a wire weaker than the metal and the joint fails first, there’s no way of telling what will happen during a subsequent crash.
Correction: An earlier version of this document quoted a passage in Honda’s September 2019 Body Repair News describing the OEM’s sectioning requirements. Honda has since replaced the document with an October 2019 Body Repair News that changes the quoted text to now state “Outer body and floor panels with mild steel 270 MPa and low grade high-strength steel that is less than or equal to 590 MPa, may be sectioned as necessary.” Honda also clarified its guidance on the “outer rear panels,” which had been described as the “outer real panels” before. The article has since been corrected to incorporate the October Body Repair News passages when appropriate.
More information:
“Body Repair Manual Welding & Sectioning Guideline Revisions”
Honda Body Repair News, October 2019
Images:
One of the most significant changes found in a September 2019 Honda welding and sectioning guidelines revision involves the addition of new direction for 1,500-megapascal ultra-high-strength steel. Honda warns that repairers need to eliminate a thin layer of aluminum before welding here. (Provided by Honda)
This Honda diagram of a spot-weld from a September 2019 Body Repair News follows a list of 31 settings Honda said might apply when spot-welding its vehicles. (Provided by Honda)
Honda in December 2016 explained why auto body shops needed to weld higher-strength steels with equally strong wire. (Provided by Honda via VeriFacts)