
Experts: Body shops should match test welds to actual joint, ‘absolutely not’ use car as test bed
By onAssociations | Education | Repair Operations | Technology
Test welding isn’t just “grabbing a bunch of coupons” and conducting a destructive test, Technical Committee Co-Chairman Kye Yeung warned the Collision Industry Conference earlier this month.
Auto body shops need to test the “exact” material which would ultimately be welded, he said.
Test weld metal matching the conditions of the actual weld could be obtained from a part being removed and replaced, Co-Chairman Toby Chess (Kent Automotive) told the Nov. 5 SEMA Week CIC. Just cut off pieces of what would have been thrown in the trash anyway and use them for the testing.
Other variables needed to match the desired weld as well, according to Chess and Yeung (European Motor Car Works).
For example, the electrical output in one section of a body shop might be different than the location where the test was performed, Chess pointed out. Yeung said the extension cord in his shop is only so long, and so the vehicle might have to be moved to an area where sufficient power will reach the welder.
Spanesi Americas technical training specialists and OEM liaison Robert Hiser at a panel later that week said three-phase power is the only way to make a modern resistance spot welder work. Single-phase maxes out at 5,000 amps, but most modern spot welders are 12,500 amps, and Spanesi’s was 14,500, he said during the SCRS OEM Collision Repair Technology Summit panel Nov. 7.
The test surface preparation also must match the real weld. Some automakers might want shops to leave the factory e-coat on the parts being spot-welded, while other OEMs might desire the repairers to strip off that layer, according to Yeung. Some automakers might demand a primer first, he said. Adhesive might also be required on the final weld, Chess said in April.
Audi collision instructor and curriculum designer Shawn Hart observed during the OEM Summit panel that if a shop was spot welding or MIG welding steel, Audi wanted them to clean both sides of the flange to bare metal and apply a specific weld-through primer. MIG welding aluminum needed a part brought to bare aluminum, Hart said.
I-CAR industry technical support manager Steve Marks, who also handles the Jaguar Land Rover certification program, said JLR also will demand bare metal (though he didn’t elaborate on the specific conditions requiring it).
Marks recalled hearing one salesman asking another if their welder could weld through e-coat. The response was that it could, just like any other welder — “‘very badly'” and “‘with a lot of porosity.'”
Hiser said a test weld can also help a repairer determine if a spot weld with expulsion — sparks flying — is acceptable. Some feel the presence of expulsion automatically means a “garbage weld,” but that’s “not always the case.”

Chess during the CIC displayed examples of test weld instructions from Ford, Audi (sister companies Porsche and Volkswagen demanded the same, Chess said), Toyota, Nissan and Honda. He argued that every automaker should have a position on test welds, and “it should be free” to access.
Test first, and never on customer vehicle
Hart said Audi has been asked why test welds are necessary given that “‘The machine’s smart.'” But just because the welder is smart or automatic doesn’t mean a destructive test wasn’t required, Pro Spot training development manager Ryan Swanson said during the panel.
If you aren’t destructive-testing on every repair and “every single different stackup,” you’re doing a “disservice” to yourself, your shop and your customer, Swanson said.
Swanson said the idea of technicians practicing welds on a customer’s cars was one of the “scariest” things he hears and should “absolutely not” be done.
“I hear it all the time,” he said. It’s constantly encountered in the field too.
A technician should know factors like hand position, settings and location before approaching the vehicle, he said.
Reliable Automotive Equipment President Dave Gruskos, another panelist, pointed out that a 3-stack joint combining a very hard thick metal, a fairly hard thick metal and a soft thin metal will “fail instantly” if the shop lacks the correct welder and program.
Technicians will keep on going and try to figure out a way to make it work, but it’s impossible to fix that car correctly now, he said.
Hiser said every auto plant also has destructive weld testing booths. OEMs will pull a random vehicle off the line and break the welds to test it, Swanson said.
Many shops have a “huge liability” now, and if they can’t prove they performed destructive test welds, imagine the exposure, Yeung said.
Some automakers have formulas for calculating the necessary nugget size during an aftermarket peel test, Chess said. If an automaker didn’t issue guidance, a rule of thumb holds that the nugget must be five times the thickness of the metal, he said.
Audi, for example, demands a nugget be calculated by taking the square root of the thickness of the thinnest panel in the joint and multiplying that number by 3.5 and then again by 1.15. The instructions shown by Chess gave the example of an 0.8 mm panel attached to a 1.5 mm panel.
You’d use the 0.8 mm dimension since that panel was thinner, which means the formula works out to (√0.8) x 3.5 x 1.15 = 3.6 mm.
Chess suggested shop owners make a kit of pliers, calipers, pen and instructions so technicians can perform the spot weld destructive testing in their individual stalls. SCRS offers a set of instructions for free, as well as a three-video series and a fourth from an open board meeting on the topic.
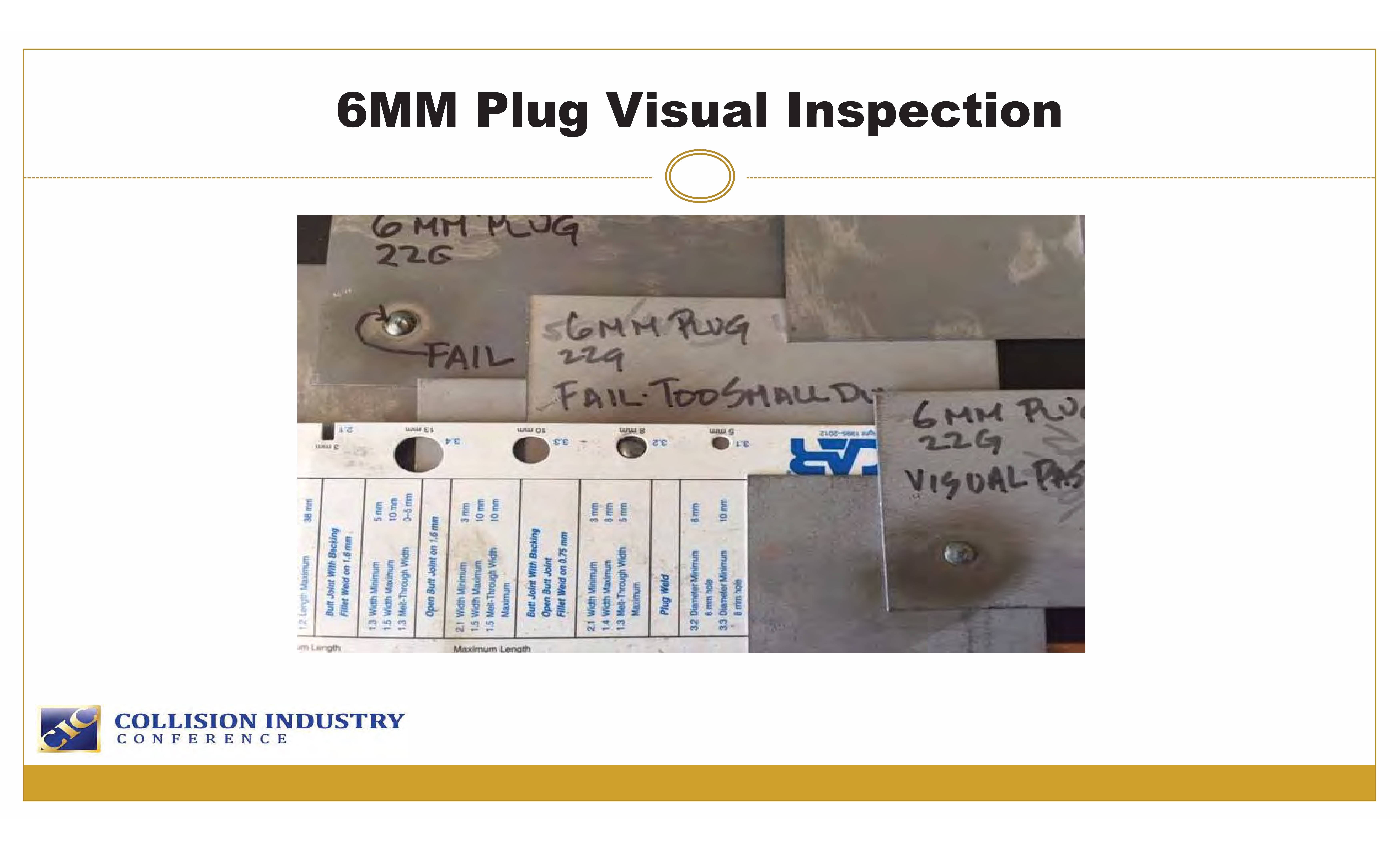
Plug welds
Chess, who estimated he’d delivered more than 6,000 I-CAR welding tests, also discussed MIG plug weld testing using examples from I-CAR certification exams.
For example, the I-CAR 8 mm plug weld requires the weld be larger than 10 mm but smaller than 13 mm, with the hole entirely filled, he said. The weld can’t be more than 3 mm in height, he said.
Many repairers are unaware of the proper way to perform a MIG plug weld, Chess said. He also noted the absence of vises from many shops — despite the tool being a necessity for a destructive plug weld test.
Repairers will start in the middle of the weld, which could mean mere 4-5 mm tearouts and little side penetration, he said. You actually want the fusion to occur at the edge, he said.
The gun should be at a 70-degree angle, so the technician can actually watch the weld being performed, according to Chess. A right-handed technician should start their MIG plug weld at the 3 o’clock position, move to noon, then 9 o’clock, 6 o’clock, and back to 3 o’clock before finishing in the middle, Chess said. A left-handed technician should go 9-12-3-6-9-middle, he said.
“Perfect plug welds every time,” he said.
Chess also noted that a hole in the weld could lead to failure, even if the technician tries to cover it with filler or go over the top; the hole was still there.
He likened the hole’s effect to attempting to rip a piece of paper by pulling the top two corners in opposite directions along a horizontal plane. You can’t do it. But put a small tear in the top border of the paper, and suddenly the paper comes apart.
More information:
Collision Industry Conference, Nov. 5, 2019
Society of Collision Repair Specialists YouTube channel, May 30, 2019
“Destructive testing on spot welds” worksheet
SCRS, April 2019
“SCRS April 2019 Open Meeting – SCRS Education Committee: Squeeze-Type Resistance Spot Welding”
SCRS YouTube channel, June 13, 2019
OEM repair procedures portal on NASTF
Images:
A spot weld peel test is seen here. (Provided by Collision Industry Conference)
Collision Industry Conference Technical Committeee Co-Chairman Toby Chess (Kent Automotive) presented examples of OEM commentary on destructive weld tests at the Nov. 5, 2019, SEMA Week CIC. (Ford information; Provided by CIC)